
 >
>残余脱碳层对轴承钢滚动接触疲劳失效机制的影响
时间:
相比于回火马氏体基体,残余脱碳层硬度偏低,由于其比例较低,对于样品整体力学性能的影响有限,且金相组织与表面机加白层相近,很难被识别出,导致研究学者对这种少量残留的表面脱碳层的忽略。本文采用球盘式滚动接触疲劳试验机模拟推力轴承进行实验,模拟推力轴承服役环境,研究表面残余脱碳层对轴承钢滚动接触疲劳失效机制的影响。结果表明:表面少量残留的脱碳层不仅会降低轴承钢的RCF寿命,还导致疲劳寿命的离散性显著增加。轴承钢的主要失效机制为服役过程中脱碳层中萌生的近表层裂纹与表面磨痕诱导的表面裂纹同时存在加速滚动接触疲劳失效过程,导致样品滚动接触疲劳寿命的降低和离散性的大幅增大。
关键词:脱碳层;轴承钢;滚动接触疲劳;表面裂纹;近表层裂纹
论文《残余脱碳层对轴承钢滚动接触疲劳失效机制的影响》发表在《失效分析与预防》,版权归《失效分析与预防》所有。本文来自网络平台,仅供参考。
正文内容
0 引言
滚动轴承是现代工业机械中应用最广泛的基础零部件之一,主要起支撑和传递动力的作用,广泛应用于航空、航天、汽车、轮船、机床等领域。滚珠或滚动轴承安装、加载和润滑后,其与外界污染隔离,主要失效形式为滚动接触疲劳(Rolling Contact Fatigue, RCF)[1]。RCF是轴承在滚动接触应力循环作用下,其接触表面产生剥落或点坑两种形式的疲劳破坏现象。按照轴承钢滚动接触作用下疲劳裂纹的起始位置,可将RCF分为表面诱发和亚表层诱发两种类型。通常认为,表面诱发的RCF多形成点坑,而亚表层诱发的RCF则多导致剥落[2]。随着冶炼工艺、润滑剂配方等的改进,夹杂物和白蚀裂纹引发的亚表层起源裂纹逐渐减少。调查显示,高达70%的轴承失效来自于表面诱发的损伤,而只有10%的失效归因于亚表层起源的疲劳。因此,轴承工作面的表层组织对于其服役损伤行为及失效过程至关重要[3]。
在轴承生产过程中,对轴承钢进行热处理、塑性加工及后续冷热加工时,表面很容易产生氧化和脱碳现象[4]。这种现象不仅会大大降低轴承钢的表面硬度,还会对其力学性能、疲劳性能产生巨大的影响[5-6]。脱碳层从表面向里可以依次分为完全脱碳层、部分脱碳层、非脱碳区域(基体)[6],在工业生产中通常会去除脱碳层。然而脱碳层的厚度并非是均匀的[7],脱碳层的去除量是一个重要的考虑问题,去除量过多会降低经济效益,去除不够又会有少量脱碳层残留。在后续冷加工时,未完全去除的脱碳层极易被误认为是机加工形成的白层[8-9],但二者在组织构成、性能及其对轴承服役损伤机制和寿命的影响方面迥然不同。
随着工业的不断发展,滚动轴承往往在机械设备中需要承受更高的接触应力、更高的转速以及更复杂严苛的服役工况,这要求轴承钢具有良好的耐磨性和接触疲劳性能,因此轴承钢的表面质量显得尤为重要。之前的研究表明,在重载条件下,表面1~2μm机加纳米晶层的存在会极大地降低滚动接触疲劳寿命[10],而残余脱碳层往往在表层更厚。因此,研究残余脱碳层对轴承钢RCF性能的影响,对改善轴承表面加工及强化工艺具有十分重要的意义。
1 实验方法
实验材料为GCr15SiMn轴承钢,其化学成分为:0.99%C (质量分数,下同)、0.55%Si、1.05%Mn、1.52%Cr、0.02%Al、0.01%P、≤0.001%S、余量Fe。经过840℃淬火、-80℃冷处理和200℃回火,表面硬度约为62HRC。样品尺寸为外径60mm、内径6mm、厚5mm的环块。
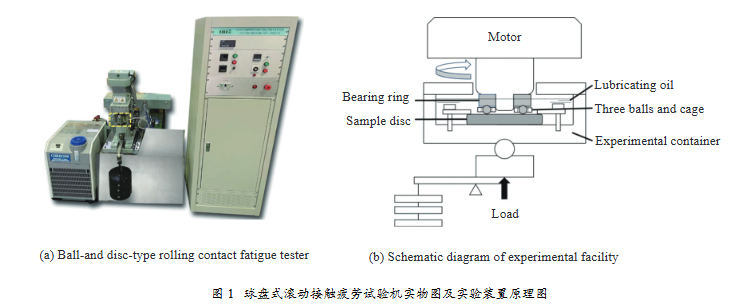
采用球盘式滚动接触疲劳试验机模拟推力轴承进行实验(图1)。3个直径为9.525mm的钢球在试验片上进行循环加载,在试验片底部施加一个恒定载荷。实验温度为室温,润滑油为4050航空润滑油,实验时润滑油温为60~70℃。为比较脱碳层对滚动接触疲劳性能,每组取6个样,在重载荷下进行实验,应力水平设置为5.0GPa。
测试失效试验片的滚道上出现明显的剥落坑,在对滚道和剥落的表面形貌进行观察后,制取截面表征试样组织(图2)。通过扫描电子显微镜观察表面损伤形貌。对截面试样进行研磨抛光,经体积分数为4%的硝酸酒精溶液浸蚀处理后,利用显微镜对试样截面的微观组织进行金相组织观察。采用显微硬度计测量金相截面的显微硬度,载荷为0.2kg,载荷保持时间为15s。
(图1: 球盘式滚动接触疲劳试验机实物图及实验装置原理图)
(图2: 疲劳试验后失效样品的观察平面)
2 实验结果
2.1 脱碳层对滚动接触疲劳性能的影响
表面存在脱碳层与无脱碳层的2组试样接触疲劳实验结果见表1。根据YB/T 5345-2006,该实验数据服从威布尔分布(图3a),表面有脱碳层的试样疲劳寿命曲线斜率更小,离散性更大。利用疲劳寿命实验数据分别计算表面有脱碳层与无脱碳层试样的特征寿命eta_S、额定寿命L_{10}和中值寿命L_{50},结果如图3b所示。表面无脱碳层试样的eta_S、L_{10}、L_{50}分别为5.68 imes 10^6次、2.69 imes 10^6次、5.03 imes 10^6次,表面有脱碳层试样的eta_S、L_{10}、L_{50}分别为4.41 imes 10^6次、8.86 imes 10^5次、3.4 imes 10^6次,由此可见,表面脱碳层会使轴承钢的滚动接触疲劳寿命明显降低,尤其是额定寿命,只有无脱碳层试样寿命的1/3。
表1 滚动接触疲劳实验结果
样品 (Sample) 失效循环次数 (Number of cycles to failure, ×10⁶)
无脱碳层 (Without decarburized layer) 3.24, 3.28, 3.92, 4.53, 6.63, 7.77
有脱碳层 (With decarburized layer) 1.24, 1.81, 1.86, 3.66, 3.72, 9.93
(图3: 试样的疲劳寿命威布尔分布曲线和特征寿命分布)
2.2 脱碳层表面的滚动接触疲劳失效分析
脱碳层试样表面的滚动接触疲劳损伤形貌见图4,其失效模式为在接触沟道上形成大尺寸深剥落坑,导致轴承振动精度失效(图4a)。试样在接触沟道上存在一个较大尺寸的连续剥落坑,由多个小尺寸剥落坑连续扩展形成,这与之前研究中所观察到无脱碳层试样的失效模式基本一致[10-12]。定义滚动体初始接触剥落坑的边缘为剥落前缘,离开剥落坑接触的边缘为剥落后缘。剥落坑的前缘为浅层状剥落,后缘为由继续扩展形成的深层剥落,附近伴随着大量的表面裂纹(图4b、图4c)。由图4d可见,接触沟道上大量的机加磨痕被压平,少量的深磨痕残留,同时又产生一些新的接触损伤,如点坑、条状压痕等。滚动方向与机加磨痕近乎垂直的位置发现较多的表面裂纹。表面裂纹沿着原始的机加磨痕方向扩展,到达一定尺寸后,裂纹向着滚动方向弯曲扩展(图4e、图4f)。显然,深层剥落的形成起源于表面裂纹,表面裂纹扩展形成图4c中的浅剥落坑。浅剥落坑形成后,作为更大的表面损伤缺陷在剥落坑后缘形成较高的应力集中,逐级扩展形成深剥落坑。
(图4: 脱碳层表面的滚动接触疲劳损伤形貌)
2.3 基体与脱碳层的微观形貌与力学性能
在试样表层存在厚度约200μm的脱碳层,其中夹杂着少量马氏体组织,为部分脱碳区域,如图5所示。图5a为接触沟道的径向截面金相,可见试样基体为均匀的回火马氏体组织,服役之后的接触沟道下金相组织与初始的金相组织基本一致,无明显差异。图5b、图5c为表面脱碳层与基体的扫描电镜显微组织,可以看到,基体为针状回火马氏体和碳化物组成,表面的部分脱碳层为马氏体与铁素体的混合组织,晶粒呈现一定的取向。图5d为接触沟道的切向截面金相,脱碳层为部分脱碳区域,在距离表面以下80~100μm的位置发现较大尺寸(>100μm)的裂纹,在接触沟道表面残余的机加磨痕处萌生较浅(<10μm)的表面裂纹,表面裂纹与脱碳层中的裂纹具有相同的扩展方向(图5e、图5f)。当二者继续扩展,相互贯通,极大地加速了裂纹的扩展与剥落的形成。
图6为试样接触沟道的径向截面脱碳层及硬度测试结果。由此可见,表面脱碳层硬度明显降低,约为720~750HV,且随着测试点深度的增加,硬度逐渐增加,直至达到基体硬度850~950HV时趋于平稳。
(图5: 接触沟道的径向和切向截面微观结构)
(图6: 脱碳层的微观结构及沿深度的硬度分布)
3 分析与讨论
脱碳层对于滚动接触疲劳失效的影响机制如图7所示,主要依赖于在脱碳层中萌生近表层裂纹,同时表面机加磨痕在应力循环作用下萌生表面裂纹,2处裂纹不断扩展。当近表层裂纹存在于表面裂纹下方时,二者不断扩展相互连结,增加裂纹扩展速率,显著降低疲劳寿命;但当近表层裂纹不在表面裂纹下方时,2种裂纹扩展相互竞争,对滚动接触疲劳失效影响有限。这也与前面的实验统计结果相对应,即表面少量残留的脱碳层不但会降低轴承钢的RCF寿命,还导致疲劳寿命的离散性显著增加,这对于高端轴承的高可靠性要求十分不利,值得深入关注。
(图7: 脱碳层影响轴承钢滚动接触疲劳失效的机制)
4 结论
1. 少量残余脱碳层会降低轴承钢的滚动接触疲劳寿命,尤其是额定寿命,同时增加疲劳寿命的离散性。
2. 残留脱碳层影响轴承钢滚动接触疲劳失效机制为萌生近表层裂纹,当其存在于机加磨痕诱导的表面裂纹下方时,二者不断扩展,相互连结,增加裂纹扩展速率,进而降低疲劳寿命。
3. 表面无脱碳层的滚动接触疲劳失效模式为在接触沟道上形成大尺寸深层剥落坑,导致轴承振动精度失效,裂纹萌生于残留的机加磨痕处。
参考文献
[1] KANG J H, HOSSEINKHANI B, RIVERA-DIAZ-DEL-CASTILLO P. Rolling contact fatigue in bearings: multiscale overview[J]. Materials science and technology, 2012, 28: 44-49.
[2] LAITHY M E, WANG L, HARVEY T J, et al. Further understanding of rolling contact fatigue in rolling element bearings a review[J]. Tribology international, 2019, 140: 105849.
[3] BHADESHIA H. Steels for bearings[J]. Progress in materials science, 2012, 57(2): 268-435.
[4] WANG H, SU F, WEN Z. Study on Decarburization mechanism and law of GCr15 bearing steel during heat treatment[J]. Advances in materials science and engineering, 2022, 20(6): 3723680.
[5] REN C X, WANG D Q Q, WANG Q, et al. Enhanced bending fatigue resistance of a 50CrMnMoVNb spring steel with decarburized layer by surface spinning strengthening[J]. International journal of fatigue, 2019, 124: 277-287.
[6] ZHAO X J, GUO J, WANG H Y, et al. Effects of decarburization on the wear resistance and damage mechanisms of rail steels subject to contact fatigue[J]. Wear, 2016, 364-365: 130-143.
[7] 张平, 官跃辉, 王猛, 等. GCr15热轧盘条脱碳层深度控制的生产实践[J]. 特钢技术, 2023, 29(3): 38-41.
[8] ZHANG F Y, DUAN C Z, WANG M J, et al. White and dark layer formation mechanism in hard cutting of AISI52100 steel[J]. Journal of manufacturing processes, 2018, 32: 878-887.
[9] RASMUSSEN C J, FESTER S, DHAR S, et al. Surface crack formation on rails at grinding induced martensite white etching layers[J]. Wear, 2017, 384-385: 8-14.
[10] XIA Z F, WU D, ZHANG X C, et al. Rolling contact fatigue failure mechanism of bearing steel on different surface roughness levels under heavy load[J]. International journal of fatigue, 2024, 179: 108042.
[11] XIA Z F, WU D, ZHANG X C, et al. Re-recognition of deep spalling damage mechanism of rolling contact fatigue under heavy load[J]. Fatigue & fracture of engineering materials & structures, 2023, 46(5): 1937-1946.
[12] 康智翔, 胡忠会, 贾忠宁. 飞机机体调心轴承滚珠脱落失效分析[J]. 失效分析与预防, 2024, 19(4): 290-295.
