
 >
>两相区淬火工艺对超高强度钢组织与性能的影响
时间:
摘要: 研究了升温进入两相区淬火与奥氏体化后降温进入两相区淬火对 960 MPa 级调质型超高强钢组织性能的影响。结果表明: 升温淬火工艺获得板条马氏体 + 针状铁素体组织,随着两相区淬火温度从 800 ℃ 升高至 850 ℃,强度提高,冲击性能变化较小; 降温淬火工艺获得板条马氏体 + 多边形铁素体组织,随着两相区淬火温度从 750 ℃降低至 650 ℃,强度和冲击性能基本上保持不变。与常规 QT 工艺相比,试验钢升温和降温进入两相区淬火工艺后的强度均略有降低,但冲击性能均明显改善,其中降温淬火工艺冲击性能的改善更为明显。
关键词: 超高强钢; 两相区淬火; 组织; 强度; 冲击韧性
调质型超高强钢( > 890 MPa) 一般为回火马氏体组织,冲击性能较差,改善其韧性一直是材料工作者致力研究的课题。采用两相区( Ac1 至 Ac3 之间) 淬火可以获得马氏体 + 少量铁素体的双相组织,通过控制各相的分数、尺寸、形貌等参数,可以在保证高强度的同时获得良好的冲击性能[1-2]。
为获得良好的两相区淬火效果,一般在生产中对热轧态钢板首先要进行一次淬火以获得规则和细小的奥氏体晶粒,即采用淬火 + 两相区淬火 + 回火的工艺[3]。但此工艺的缺点是需要多进行一次再加热,生产成本较高。本研究通过淬火 + 两相区淬火( 升温进入两相区) + 回火与奥氏体区加热 + 两相区淬火( 降温进入两相区) + 回火两种热处理试验,并改变两相区淬火温度以获得不同特征的第二相,对比和分析以上两种两相区淬火工艺对 960 MPa 级超高强钢组织性能的影响,探讨通过一次加热( 即降温进入两相区工艺) 生产高韧性超高强钢的可行性。
1 试验材料与方法
试验材料为工业化生产的 960 MPa 级超高强钢热轧态钢板,厚度 16 mm,化学成分如表 1 所示。
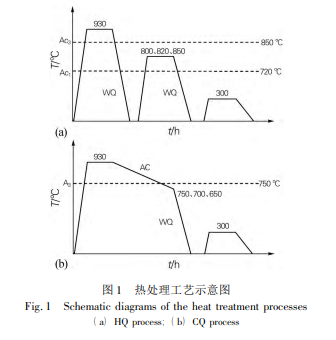
对热轧态钢板进行升温进入两相区淬火( heatedup-to-intercritical,简称 HQ 工艺) 和降温进入两相区淬火( cooled-down-to-intercritical,简称 CQ 工艺) 两种热处理试验,工艺路线分别如图 1 ( a) 、( b) 所示。图 1 ( a) 为 HQ 工 艺,热轧态钢板首先进行 930 ℃ 水 淬 ( water quenching,WQ) ,再分别加热到800、820 和 850 ℃ 进行两相区淬火,最后进行 300 ℃ 回火。图 1 ( b) 为 CQ 工艺,热轧态钢板首先加热到 930 ℃,保温后分别空冷( air cooling,AC) 至 650、700 和 750 ℃,然后进行两相区淬火,最后进行 300 ℃回火。
为与常规热处理工艺对比,对热轧态钢板进行常规淬火( 930 ℃ ) + 回火( 300 ℃ ) ( 简称 QT 工艺) 热处理试验。
对热处 理 样 品 进 行 组 织 性 能 检 测,按 照 GB /T 228. 1—2010《金属材料 拉伸试验 第 1 部分: 室温试验方法》进行 M12 圆棒拉伸试验; 按照 GB /T 229— 2007《金属材料 夏比摆锤冲击试验方法》进行 - 40 ℃ 摆锤冲击试验; 利用 Zeiss Axio Imager. A1M 光学显微镜和 Zeiss Evol18 扫描电子显微镜进行显微组织和冲击断口形貌观察,其中金相样品侵蚀剂为 4% 硝酸酒精溶液,原奥氏体晶粒侵蚀剂为饱和苦味酸水溶液。
2 试验结果
2. 1 显微组织
图 2 为两种热处理工艺( 不同两相区淬火温度) 下试验钢的显微组织。图 2( a) 、( b) 、( c) 分别为 HQ 工艺的 800 ( HQ-800) 、820 ( HQ-820) 和 850 ℃ ( HQ850) 两相区淬火 + 回火后的显微组织。由图中可以看出,显微组织由马氏体( M) + 铁素体( F) 组成,铁素体基本上呈针状( Acicular Ferrite,AF) 分布于马氏体组织间,并且在局部小区域内沿一定方向平行分布, HQ-800 的 F 相尺寸较大且有部分多边形铁素体 ( Polygonal Ferrite,PF) 形成。随着两相区加热温度的升高,板条马氏体( Lath Martensite,LM) 的特征逐渐清晰,铁素体相的体积分数明显减少、尺寸更加细小。由 ImageJ 软件测得: HQ-800 的 F 相分数约为 12. 3% ;HQ-820 的 F 相约 为 7. 2% ; HQ-850 的 F 相 则 极 少 ( < 0. 5% ) 。
图 2( d) 、( e) 、( f) 分别为 CQ 工艺的 650 ( CQ650) 、700( CQ-700) 和 750 ℃ ( CQ-750) 两相区淬火 + 回火后的显微组织。从图中可以看出,CQ 工艺的显微组织由 LM + PF 组成,F 相含量较少,马氏体晶界清晰可见,铁素体呈多边形在马氏体晶界处形核并沿晶界长大,F 相边界和基体上有大量碳化物析出,随着两相区淬火温度的降低,F 相数量略微有所增加。由 ImageJ 软件测得: CQ-700 和 CQ-750 的 F 相分数 < 0. 5%,与 HQ-850 的 F 相含量处于同一水平; CQ-650 的 F 相分数略有增加,约为 1. 5% 。
图 3 为试验钢 HQ 和 CQ 热处理工艺下的 SEM 组织。图 3( a) 、( b) 为 HQ-800 和 HQ-850 工艺的显微组织,从图中可以看出,HQ-800 的马氏体晶粒比较细小,其形态既有单独晶粒的板条马氏体,也有呈长条状的马氏体岛。结合图 2 还可以看出,AF 在小区域内沿一定方向平行分布于马氏体板条或马氏体岛间,而 PF 多分布于原奥氏体晶粒规则的板条马氏体晶粒周围。随着两相区淬火温度升高至 850 ℃,马氏体的原奥氏体晶粒尺寸明显长大,PF 消失,AF 变得更加细小。图 3 试验钢不同温度两相区淬火 + 回火后的 SEM 组织 Fig. 3 SEM micrographs of the tested steel with different intercritical quenching temperatures ( a) HQ-800; ( b) HQ-850; ( c) CQ-650; ( d) CQ-750
图 3( c) 、( d) 为试验钢 CQ-650 和 CQ-750 工艺的显微组织。对比图 3 ( c) 、( d) 与( a) 、( b) 可以看出, CQ 工艺下的马氏体晶粒尺寸明显大于 HQ 工艺。由于淬火前统一经过 930 ℃奥氏体化,所以 650 和 750 ℃ 两相区淬火温度下试验钢的原奥氏体晶粒尺寸相同,区别仅在于 PF 相的数量。各两相区淬火温度下试验钢的 PF 相都沿 LM 的原奥氏体晶界形核长大,并向一侧的马氏体晶内进行宽度上的扩展,碳化物或分布于晶界,或沿马氏体板条方向析出。
结合图 2 与图 3,对比两种方式两相区淬火的显微组织可以看出: HQ 工艺马氏体的原奥氏体晶粒尺寸较小,随着两相区淬火温度升高,马氏体形态由“单独晶粒的板条马氏体 + 长条状的马氏体岛”逐渐向 “单独晶粒的板条马氏体”发展,而 CQ 工艺马氏体相为单一板条马氏体; CQ 工艺 PF 相有碳化物析出,马氏体晶粒晶界处有碳化物析出,晶界明显; CQ 工艺 PF 相沿原奥氏体晶界形核生长,并向一侧的马氏体晶内长大,而 HQ 工艺 F 相则弥散分布于马氏体晶粒或条状马氏体岛间。
2. 2 原奥氏体晶粒
图 4 为试验钢 HQ 和 CQ 两种热处理工艺以及常规 QT 工艺处理后的原奥氏体晶粒照片。
其中,图 4( a) 、( b) 为试验钢 HQ-820 和 HQ-850 工艺的原奥氏体晶粒,从图中可以看出,随着两相区淬火温度的升高,奥氏体晶粒逐渐长大且奥氏体化程度增大,HQ-800、HQ-820、HQ-850 的原奥氏体平均晶粒尺寸经统计分别为 3. 5、3. 8、4. 5 μm。图 4( c) 为试验钢 CQ-700 工艺的原奥氏体晶粒,由于统一经 930 ℃奥氏体化且淬火前奥氏体不发生再结晶,CQ 工艺随着两相区淬火温度的变化,奥氏体晶粒尺寸基本相同,经统计约为 6. 0 μm。图4( d) 为试验钢常规 QT 工艺的原奥氏体晶粒,其尺寸比 CQ 工艺的稍大,平均为 7. 1 μm。
2. 3 力学性能
表 2 为试验钢 HQ、CQ 以及 QT 工艺的拉伸和冲击性能对比。随着两相区淬火温度的升高: HQ 工艺的强度逐渐升高,冲击吸收能量的变化不大,HQ-820 的冲击值略高; CQ 工艺的强度和冲击吸收能量均变化不大。由于显微组织是以马氏体为基体,其抗拉强度决定于马氏体的强度与含量。CQ 与 HQ-850 工艺显微组织中的 F 相含量处于相同的水平,但 CQ 工艺的强度较低,说明 CQ 工艺的马氏体强度低于 HQ850,这与马氏体的碳以及合金元素的含量有关。
相比于常规 QT 工艺,两种热处理工艺下强度均有所降低,但除 HQ-800 的屈服强度低于 960 MPa 外,其余工艺的屈服强度均满足 960 MPa 级超高强钢的要求。两种热处理工艺下冲击性能均大幅提高,尤其 CQ 工艺,其冲击吸收能量提高约 200% 。对比 HQ、CQ 两种工艺,CQ 工艺在 650 ~ 750 ℃ 的两相区淬火温度范围内,强度变化幅度小,这说明 CQ 工艺生产工艺窗口较宽,产品稳定性更容易控制。
2. 4 冲击断口形貌
图 5 为试验钢 HQ-820 与 CQ-650 的冲击断口形貌与显微组织。从图 5 中可以看出,HQ-820 的断口为准解理 + 微孔聚集型断裂,CQ-650 的断口为微孔聚集型的韧性断裂,因此 CQ 工艺的冲击性能高于 HQ 工艺,这与表 2 的 - 40 ℃ 冲击吸收能量相符。两种工艺断口均在 F 相内形成许多微裂纹,裂纹沿 F 扩展,在断口附近发生较大的塑性变形。
3 讨论
升温进入两相区淬火( HQ) 是奥氏体的重新形成过程,而降温进入两相区淬火( CQ) 是第二相的形成过程,两种工艺是本质不同的相变过程,最大的特征在于相变的不完全性。HQ 工艺加热过程中,预淬火组织 ( LM + 残留奥氏体) 经历快速回火,碳化物沿马氏体板条间定向析出并呈狭长的短棒状分布,巩固了原板条马氏体的轮廓,进入两相区后这一过程终止,随后碳化物开始溶解,奥氏体在原板条马氏体边界上围绕着溶解的碳化物形核、长大[4],最终使奥氏体和铁素体相间分布,淬火后即形成纤维组织,如图 6 ( a) 所示。对于 HQ 工艺,当两相区淬火温度较低时,奥氏体过饱和度低,相变驱动力小,长大速度慢,铁素体相体积分数大,合金元素在两相间发生再分布,相变由合金元素 ( 如 Mn) 的扩散所控制; 而随着两相区淬火温度升高,奥氏体过饱和度增大,相变驱动力大,长大速度快,铁素体相体积分数减少,合金元素不发生再分布,而维持一种准稳平衡,相变由碳扩散控制[5]。这导致随着两相区加热温度的升高,奥氏体晶粒尺寸变大,从而使铁素体相的体积分数减少,试样强度升高( 表 2) ,针状铁素体变得更加细小,如图 2 ( a) ~ ( c) 以及图 3 ( a) 、 ( b) 所示。
CQ 工艺由于经过 930 ℃完全奥氏体化,其奥氏体晶粒尺寸大于 HQ 工艺的奥氏体晶粒( 图 4) ,随后经空冷进入两相区后奥氏体开始在晶界附近析出碳化物,当奥氏体的碳以及合金元素含量降到一定浓度后, 奥氏体开始转变为铁素体,由于奥氏体晶界处缺陷较多以及合金元素的富集,铁素体相难以越过奥氏体晶界而长大,因此,铁素体相只能沿着奥氏体晶界并向一侧的奥氏体内生长,如图 6 ( b) 所示。与 CQ 工艺相反,HQ 工艺在两相区加热时,铁素体中的碳以及合金元素向奥氏体扩散、偏聚,奥氏体中合金元素富集、晶粒细小,所以 F 相含量为 7. 2% 的 HQ-820 工艺的强度高于 F 相含量极少的 CQ 工艺( 表 2) 。图6 奥氏体( HQ 工艺) 和铁素体( CQ 工艺) 的形核长大示意图 Fig. 6 Schematic illustration of the nucleation and growth of austenite ( a) and ferrite ( b)
影响 M + F 双相组织断裂方式的各种因素都是通过 F /M 相界面进行的,裂纹一般在相界面 F 一侧形成 ( 图 5) ,大多绕过马氏体以准解理或微孔汇聚的方式在铁 素 体 中 扩 展,只有少量薄弱的马氏体参与断裂[6]。铁素体弥散分布在板条马氏体中,铁素体与马氏体相间分布的组织,减缓了界面处的应力集中,同时铁素体作为韧性相可成为裂纹扩展的阻碍,使裂纹转向和钝化,大大提高其韧性[7]。有文献[8]报道,两相区淬火必须获得针状 F 相才能保证最大的强韧化效果,HQ 工艺的两相区淬火温度为 800 ℃ 时,出现片状及块状铁素体,马氏体和铁素体不再相间分布,块状铁素体排出大量的碳,使马氏体脆性和界面脆性提高,裂纹容易产生和扩展,导致韧性低于 F 相全是针状铁素体的 820 ℃淬火工艺; 而当温度升高至 850 ℃ 时,F 含量较少,F /M 相界面大大减少,所以其韧性略有降低。 CQ 工艺由于在两相区停留时间较短,随着两相区淬火温度的改变,铁素体相的含量以及形态变化不大,使得其强度与韧性基本保持不变。CQ 工艺的冲击性能高于 HQ 工艺,这与马氏体基体析出碳化物而软化密切相关,F 相以这些析出的碳化物作为形核点,大大软化了淬火后碳化物附近的基体,并削弱了晶界处的缺陷,同时抵消了晶界处碳化物对冲击带来的不利影响,因此冲击吸收能量得到较大的提高。
4 结论
1) 当前驱组织为板条马氏体时,升温进入两相区淬火( HQ) 工艺获得 LM + AF 组织,随着两相区淬火温度的降低,AF 相数量增加、尺寸增大,并向 PF 转化; 经完全奥氏体化后,降温进入两相区( CQ) 工艺获得 LM + 少量 PF 组织,PF 相沿奥氏体晶界形核,并向一侧的晶内长大,随着两相区淬火温度的降低,PF 相数量有所增加。
2) HQ 工艺随着两相区淬火温度的升高,强度提高,韧性变化不大; CQ 工艺随着两相区淬火温度的变化,强度和韧性基本保持不变。CQ 工艺组织中 F 相较少,但强度低于 HQ 工艺 820 ℃两相区淬火,而韧性远高于 HQ 工艺。
3) 两种两相区淬火工艺的强度都略低于常规 QT 工艺,除 HQ 工艺 800 ℃两相区淬火外,其余工艺的屈服强度均 > 960 MPa,而韧性则得到大幅度的提高,尤其 CQ 工艺的韧性提高幅度更大。以上结果表明,采用降温进入两相区的低成本工艺生产高韧性超高强钢具有一定的可行性。——本文来源于《金属热处理》2016年10期,论文作者:张宽;镇凡;曲锦波;
参考文献:
[1]杨翰朴. 双相钢及其发展动向[J]. 机械工程材料,1982( 5) : 2-5.
[2]刘晓婷. 亚温淬火工艺应用分析[J]. 价值工程,2011( 27) : 21-22. Liu Xiaoting. Application analysis of subcritical quenching process[J]. Value Engineering,2011( 27) : 21-22.
[3]李安铭. 预处理工艺对 30CrMnSi 钢亚温淬火后的组织与性能的影响[J]. 金属热处理,2013,38( 12) : 76-77. Li Anming. Influence of pretreatment processes on microstructure and properties of subcritical quenched 30CrMnSi steel[J]. Heat Treatment of Metals,2013,38( 12) : 76-77.
[4]董玉顺,杨嘉韡. 马氏体加铁素体纤维状双相组织形成机理[J].金属热处理学报,1990,11( 2) : 60-61. Dong Yushun,Yang Jinwei. Formation mechanism of martensite plus ferrite fibrous dual-phase structure[J]. Transactions of Metal Heat Treatment,1990,11( 2) : 60-61.
[5]潘 杰,雷廷权. 低碳低合金钢临界区加热时的相变过程[J]. 金属科学与工艺,1985,4( 2) : 2-4. Pan Jie,Lei Tingquan. Phase transformation of low carbon and low alloy steels during heating within the intercritical temperature range[J]. Metal Science & Technology,1985,4( 2) : 2-4.
[6]沈显璞,雷廷权. 一种新的双相钢强度表达式[J]. 金属学报, 1984,20( 4) : 271-272. Shen Xianpu,Lei Tingquan. An expression of strength of martensiteferrite dual phase steels[J]. Acta Metallurgica Sinica,1984,20( 4) : 271-272.
[7]雷廷权,沈显璞,潘 杰. 台阶淬火双相 20 钢的拉伸行为及断裂特征[J]. 钢铁,1983,18( 7) : 49-52. Lei Tingquan,Shen Xianpu,Pan Jie. Tensile behavior and fracture characteristics of step-quenched dual-phase steel 20[J]. Iron and Steel,1983,18( 7) : 49-52.
[8]王传雅,王敬中. 亚温淬火时 α 相形态和 α 相量对钢的强韧性的影响[J]. 金属热处理学报,1984,5( 1) : 63-64. Wang Chuanya,Wang Jingzhong. The effect of morphologies and quantity of α-phase formed during the intercritical heat treatment of strength and toughness of steel [J]. Transactions of Metal Heat Treatment,1984,5( 1) : 63-64.
