
 >
>熔模铸造用冷铁技术开发与工业化应用
时间:
摘要:熔模铸造用冷铁主要应用于热节、不易补缩部位,以消除缩孔,提升铸件内部质量,同时减少浇冒口数量、减少工艺补贴、提升工艺出品率。但在熔模铸造脱蜡和高温焙烧过程中,普通冷铁氧化严重,浇注时发气使铸件产生气孔,导致冷铁在熔模铸造行业中难以批量应用。其主要原因是冷铁表面的Fe3O4与钢液中的C、CO、H2发生反应生成大量的CO2和水蒸气,凝固后形成气孔。本课题发明了一种复合金属涂层冷铁,对几种不同冷铁进行了焙烧和浇注验证。结果表明,复合金属涂层冷铁耐高温氧化能力最强,实物浇注不发气,适用于熔模铸造工艺。经批量验证,复合金属涂层冷铁效果稳定、效益显著,并实现了工业化应用。
关键词:熔模铸造;缩孔;冷铁;工业化应用
熔模铸造零件结构复杂,加之轻量化大趋势,熔模铸造产品结构多采用筋连接装配孔凸台、工艺减重孔的设计,产品结构的孤立热节、加工凸台较多,这样铸件的补缩、浇注系统设计变得困难,工艺出品率通常较低,加工部位缩孔增多。这种情况下冷铁应用成为提升工艺出品率、消除缩孔的最有效方法。
冷铁作为激冷体在铸造中广泛应用,在砂型、壳型等常温浇注工艺中应用较多。但是在熔模铸造工艺中很少应用,主要原因是:熔模铸造脱蜡过程中冷铁会受到脱蜡液严重腐蚀,型壳焙烧过程中一般经过800~1 100 ℃高温焙烧2~4 h,冷铁随型壳一起焙烧,冷铁氧化严重,金属液浇注过程中产生大量气体,形成渣气孔缺陷。
1 熔模铸造用冷铁技术现状
目前,熔模铸造行业冷铁应用主要有以下三种方式。
(1)采用不锈钢作为冷铁。不锈钢具有耐高温氧化性能,焙烧过程中产生少量氧化物,发气量小,但是由于不锈钢冷铁硬度较高,机加工困难,加之成本高,行业较少应用。
(2)型壳焙烧后插入冷铁。以一汽精密铸造厂为代表[1],嵊州市靖信铸件有限公司及福建腾达精铸有限公司也有类似应用及实践[2-3],主要过程是在蜡模上制作冷铁芯头模型,制壳后在芯头端面钻孔,焙烧后型壳冷却至常温,将冷铁从芯头位置插入型壳,或者直接在型壳上钻孔再插入冷铁芯头用耐火泥封住,预热至300 ℃后浇注。此方式避免了冷铁高温焙烧氧化而产生气孔的缺陷,冷壳浇注冷铁的激冷效果好,但是需要焙烧后在型壳上钻孔下冷铁,过程复杂,流程长,型壳破损率高,成本高,只能进行小批量应用,无法实现批量生产。
(3)普通冷铁表面涂覆耐火涂料。南车株洲电力机车有限公司2011年研发了一种熔模铸造冷铁技术[4],即在普通冷铁表面涂覆一层水基耐热涂料,采用浸涂的方法,涂层数为1~2层,涂层厚度为0.3~0.8 mm,涂料干燥后下入蜡模中进行制壳及后续操作,此技术将钢液与冷铁隔离开,防止冷铁与钢液直接接触而产生气孔。但是该技术也存在明显的缺点:冷铁表面涂覆耐火涂料的过程周期长,厚度不易控制,工业化应用难度大,钢液与冷铁不直接接触,冷铁激冷效果差。
由此可知,适应工业化生产的熔模铸造冷铁必须具备以下条件:冷铁生产过程简单,冷铁质量稳定,冷铁与型壳装配简单,最好在蜡模制作过程中将冷铁与蜡模装配,随后冷铁与蜡模模组一起制壳、焙烧、浇注,可操作性强;耐酸腐蚀(脱蜡过程),耐高温焙烧,脱蜡焙烧过程中不产生发气物质(主要是铁的氧化物),浇注过程中不产生气体,铸件冷却后无气孔产生;冷铁硬度低,与铸件材质硬度差异小,易切削加工;冷铁制造、应用成本低,激冷效果好,能有效消除缩孔,收益性高。
1.1 普通碳钢冷铁
普通碳钢冷铁材质为Q235圆钢(图1),除油除锈处理后如图1a所示,之后进行焙烧试验,即在焙烧炉中(850±20)℃保温4 h(下同),焙烧后状态如图1b 所示。焙烧后碳钢冷铁表面氧化严重,表面出现黑色氧化物,部分呈气泡状,冷却后部分氧化物与冷铁本体脱离。
铁在空气中加热到500 ℃以上燃烧生成Fe3O4,呈黑色晶体状。按照熔模铸造工艺,将普通碳钢冷铁与蜡模模型装配,再进行制壳、焙烧、浇注,浇注材质为铸钢。浇注实物解剖面气孔分布如图1c所示,冷铁与铸件接触面出现密集气孔,直径为3~8 mm, 解剖面气孔沿冷铁分布,距离冷铁为0~10 mm。普通碳钢冷铁焙烧过程中氧化严重,浇注过程中与钢铁液反应生成大量气体,导致铸件产生气孔。气孔产生的主要原因是冷铁表面的Fe3O4与钢液中的C、CO、H2发生反应生成大量的CO2和水蒸气,凝固后形成气孔。
1.2 石墨冷铁
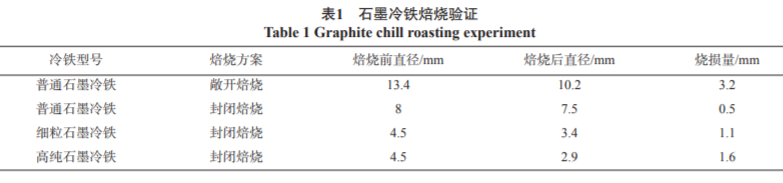
石墨冷铁是冷铁的一种,它的密度小,导热性能高,蓄热能力强,是一种性能很好的冷铁,在砂型铸造等常温浇注工艺中应用广泛[5],但在熔模铸造工艺中鲜有应用。本文对石墨冷铁进行了焙烧和实物浇注验证。封闭焙烧即在焙烧炉中850 ℃保温4 h,敞开焙烧即在型壳焙烧线上进行。几种石墨冷铁焙烧试验结果如表1所示。焙烧验证结果显示:几种石墨冷铁焙烧过程中均出现烧损,其中普通冷铁敞开焙烧方案烧损量最大。
石墨冷铁焙烧前如图2a所示,表面均匀,呈圆柱状。石墨冷铁焙烧后如图2b所示,冷铁断裂并且烧损明显,表面不均匀。对石墨冷铁进行实物浇注验证,实物浇注后冷铁周围气孔分布如图2c所示,浇注后石墨冷铁周围产生较大气孔,凸台端面出现憋气特征。
1.3 不锈钢冷铁
不锈钢具有耐大气、耐酸碱腐蚀的特性,具有一定耐高温氧化性能,在熔模铸造工艺中有少量应用。本文对不锈钢冷铁进行了焙烧和实物浇注验证。不锈钢冷铁材质为Cr17,实物如图3a所示。焙烧后如图3b 所示,焙烧后冷铁表面呈黑色带有光泽,无起皮,存在少量粉状黑色氧化物脱落。对不锈钢冷铁进行实物浇注验证,浇注后如图3c所示,冷铁位置出现明显大气孔。
1.4 复合涂层冷铁
对普通冷铁的研究可以看出:普通碳钢冷铁焙烧氧化严重,浇注发气严重,不能直接用于熔模铸造。石墨冷铁存在烧损和发气缺陷,不适合熔模铸造;不锈钢冷铁也存在发气缺陷,也不适合熔模铸造。
基于熔模耐火材料耐高温特性,提出了复合涂层熔模铸造用冷铁方案,即通过特殊涂覆工艺在普通碳钢表面涂覆一层铝锆硅复合金属涂层,涂层厚度为 0.05~0.1 mm,焙烧过程中复合金属涂层氧化形成致密氧化物保护基体Fe不被氧化,达成浇注不发气的目标。
同样对复合涂层冷铁进行焙烧试验和实物验证(图4)。复合涂层冷铁焙烧前如图4a所示,焙烧后如图4b所示,从试验结果可以明显看出,复合涂层冷铁焙烧冷却后表面呈暗灰色,有金属光泽,与焙烧前无明显差异。由铝锆硅氧化过程可知,表面氧化物为致密的Al2O3·ZrO2·SiO2混合物,加热氧化过程中该氧化物阻止氧气侵入本体,保护了本体铁不被氧化。
浇注实物毛坯如图4c所示,浇注实物X光探伤结果如图4d所示,浇注实物解剖结果如图4e所示。浇注后毛坯表面、冷铁周围无气孔缺陷,X光探伤结果显示冷铁周围无气孔缩孔。解剖结果显示:解剖面无气孔、缩孔,内部质量较好。解剖后冷铁与铸件本体脱离,接触面、冷铁表面存在灰色氧化物,由前述分析可知,接触面氧化物是Al2O3·ZrO2·SiO2混合物。 Al2O3·ZrO2·SiO2均是高温稳定氧化物,常用于制造耐火材料,是刚玉、莫来石、石英、锆英等耐火材料的主要成分。浇注过程中Al2O3·ZrO2·SiO2不与钢液发生反应,本体铁未被氧化且不与钢液接触,所以复合涂层冷铁不发气,浇注后铸件无气孔。因此复合涂层冷铁适用于熔模铸造。
2 熔模铸造用冷铁工业化应用
2.1 应用案例 1
某极端件1重46.5 kg,材质为ZG410-700,凸台直径45 mm,高度41 mm,加工孔直径为21 mm和 17 mm。原工艺方案如图5a所示,采用5个内浇道及2个冒口补缩;优化方案如图5b所示:采用2个内浇道及2 个冒口补缩,孤立热节位置采用熔模铸造用冷铁(下文称精铸冷铁)消除缩孔,内浇道数量减少3个,工艺出品率由49%提升至63%,浇注系统减重20 kg,浇注系统蜡模减重2 kg,型壳减重11 kg,气割工作量减半,组树效率提升1倍,实现机械手制壳。新工艺方案经批量验证,铸件缩孔返修率为零。
铸件实物如图5c所示,毛坯表面、冷铁周围无气孔缺陷。对铸件实物按图5d所示位置进行解剖(2 件),解剖结果如图5e所示,解剖结果显示解剖面无缩孔、气孔。优化方案批量加工显示,所有冷铁孔内无气孔、缩孔。实物验证表明精铸冷铁无发气,激冷效果较好,可有效消除缩孔。
2.2 应用案例 2
为了验证不同产品、不同批次浇注时冷铁效果的稳定性,对另一极端件进行了改善及验证。极端件2重 43 kg,材质为ZG410-700,凸台直径42 mm,高度 45 mm,加工孔直径为21mm和17 mm。原工艺方案如图 6a所示,采用6个内浇道及2个冒口补缩,工艺出品率为49.5%,缩孔率为50%;优化工艺方案如图6b所示,采用2个内浇道及2个冒口补缩,使用8根Φ10 mm× 50 mm和2根Φ12 mm×50 mm精铸冷铁,工艺出品率提升至68%,内浇道数量减少4个,浇注系统实物减重 23 kg,蜡模减重2.5 kg,型壳减重10 kg,气割工作量减半,组树效率提升1倍。
铸件实物如图6c所示,毛坯表面、冷铁周围无气孔缺陷。对铸件按图6d所示位置进行解剖(1件),解剖结果如图6e所示,解剖结果显示解剖面无缩孔、气孔。优化方案经批量加工显示:所有冷铁孔内无气孔,加工外漏缩孔率降低至3% 。
2.3 新品应用
冷铁主要起到激冷钢液的作用,同时冷铁减小了冷却部位热节,使热节位置快速冷却以消除缩孔。熔模铸造用冷铁主要应用于孤立热节、不易补缩部位,以消除缩孔,提升铸件内部质量,同时减少浇冒口数量、减少工艺补贴、提升工艺出品率。基于精铸冷铁在极端件工艺改善过程中的显著效果,新品开发过程中不断导入精铸冷铁应用成功经验,以下是几种新品应用典型案例。
消除缩孔的案例。如图7所示,新品A重1.5 kg,铸钢件,结构主要由“U”型筋连接4个圆柱凸台构成,其中底部2凸台为螺纹孔,开档外侧2凸台为光孔。铸件结构虽简单,但是工艺难度很大,主要是因为“U”型筋壁厚较小,所连接的4个凸台形成孤立热节,若要消除缩孔,必须增加工艺补贴,但客户禁止改动产品结构。对于这种小件,又不可能用4个内浇道补缩,这样的产品就需要用精铸冷铁。用精铸冷铁后工艺方案变得很简单:两螺纹孔凸台采用2内浇道补缩,开档外2光孔凸台采用冷铁消除缩孔,这样工艺增重为零,出品率> 70%,可锤击落件,无缩孔,QCD指标顺利达成。
本文来源于:《铸造》本刊内容涵盖铸钢、铸铁和铸造有色合金等整个铸造技术领域,包括砂型铸造和压铸、熔模精铸等特种铸造技术。报道国内外铸造领域的先进科技成果和应用技术,成功企业的生产及管理经验,国内外铸造行业信息及活动。本刊还为国内外企业及相关机构刊登广告,传播信息,为本行业的供应商、采购商提供服务。本刊报道快、内容丰富、信息量大。获奖情况:荣获第一、二届全国优秀科技期刊一、二等奖;获第二届国家期刊奖提名奖。
提升工艺出品率、降低工艺设计难度的产品。如图8所示,新品B重7.8 kg,铸钢件,图中标记厚大部位是螺纹孔凸台,中间2凸台连接部位形成最大热节,其余4条连接筋壁厚较小。很明显,4处螺纹孔凸台需要浇冒口补缩,中间2凸台连接位置是铸件最大热节,因此此部位必须放置内浇道,两侧凸台则需要内浇道或者冒口补缩。这样需要4个浇冒口,工艺出品率<50%,同时无法锤击落件。使用精铸冷铁:中间2 个凸台采用2个内浇道补缩,外侧2个凸台位于补缩末端,采用冷铁激冷,补缩作用提高,缩孔消除。如图 8所示1组2件方案出品率为73%,可锤击落件,QCD指标顺利达成。
3 结束语
制作了一种复合金属涂层耐高温冷铁,在熔模精铸领域已经实现了工业化应用,该冷铁具有耐腐蚀、抗高温氧化、不发气、激冷效果好、易切削和低成本的优点。其作用可概括为:简化浇注系统,降低精铸件的工艺设计难度;减小工艺补贴增重,提高工艺出品率,降低型壳重量,减少制壳辅料消耗量。——论文作者:石远进,蓝 勇
参考文献:
[1] 王荣,田巍然,吴宇微. 内冷铁在熔模铸造上的应用 [J]. 特种铸造及有色合金,1991(5):43-47.
[2] 李永谊. 内冷铁在熔模精密铸造中的运用 [J]. 铸造技术,2011(01):130-131.
[3] 邓元华. 冷铁在熔模精密铸造中的应用 [J]. 特种铸造及有色合金,2013(5):439-440.
[4] 郭建祥,鲁蔚,姚春臣. 冷铁工艺在熔模精密铸造中的应用研究 [J]. 金属加工,2011(11):71-74.
[5] 洪慎章. 实用冷挤压模设计与制造 [M]. 北京:机械工业出版社,2010:1-15.
