
 >
>45 钢激光淬火工艺优化及性能
时间:
摘要: 利用 LSSK-009 型数控激光熔覆机对 45 钢进行激光淬火,通过正交试验方法优化了激光淬火工艺参数,研究了离焦量、电流、扫描速度等工艺参数对 45 钢表面硬度的影响。结果表明: 影响 45 钢表面硬度的主要因素是离焦量,其次是电流; 最佳的激光淬火工艺参数为离焦量 22. 5 mm、电流 210 A、扫描速度 300 mm/min; 45 钢经最佳激光淬火工艺,搭接率为 44% 的多道扫描激光淬火处理后,由表及里依次为完全相变硬化层、热影响区和基体,其中完全相变硬化层的组织为针状马氏体和残留奥氏体,深度为 0. 48 mm,宽度为 1. 15 mm,硬度为 842 HV0. 2,比 45 钢整体淬火提高 18% ,热影响区的组织由完全马氏体逐渐转变为珠光体和铁素体组织,厚度为 0. 1 ~ 0. 2 mm,硬度从 823 HV0. 2 到 438 HV0. 2 呈梯度分布; 相邻道与道之间的表面硬度从 842 HV0. 2 到 450 HV0. 2 呈梯度分布,热影响区宽度为 0. 3 mm。
关键词: 激光淬火; 正交试验; 工艺参数优化
激光淬火是一种快速加热、快速冷却的自激淬火过程[1],它可获得组织细小、位错密度高的高碳马氏体,此外,激光淬火后的零件热变形量小,不受零件形状限制,工艺周期短,质量稳定可靠,且无需冷却介质[2]。和普通整体淬火相比,激光淬火能提高材料的强韧性、硬度、耐磨性及耐腐蚀性[3],被广泛应用于那些无需整体硬化,尺寸精度要求较高,其他硬化技术难以处理或需进一步提高硬度、耐磨性的零件,如齿轮、轧辊、发动机缸体和缸套、模具表面等。本文通过研究工艺参数对 45 钢激光淬火表面硬度的影响,获得最佳的激光淬火工艺参数,从而提高 45 钢表面硬度,并为后期 45 钢激光仿生强化工艺研究做准备。
1 试验材料及方法
试验用钢为 45 钢,热轧态,试样尺寸为 30 mm × 30 mm × 7 mm,其主要化学 成 分( 质 量 分 数,% ) 为 0. 43C、0. 27Si、0. 65Mn、0. 20Cr、0. 28Ni、0. 20Cu,余量 Fe。吸光涂料为商用激光淬火专用吸光涂料。首
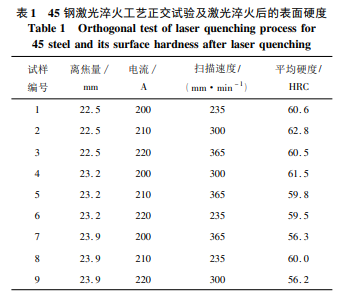
先将吸光涂料均匀涂覆在 45 钢表面,然后用 LSSK-009 型数控激光熔覆机进行激光淬火; 采用单因素变量法,通过前期的准备试验来选取工艺参数范围,并选用 L9( 34 ) 正交表进行正交试验来优化 45 钢激光淬火工艺( 见表 1) ,其中因素 A 为离焦量,取 22. 5、23. 2、23. 9 mm 三个水平,因素 B 为电流,取 200、210、 220 A 三 个 水 平,因 素 C 为 扫 描 速 度,取 235、300、 365 mm /min 三个水平; 用箱式电阻炉对 45 钢进行整体淬火,其工艺为 840 ℃ × 8 min,水冷; 表面硬度采用 HRD-150 型洛氏硬度计进行测量,显微硬度采用 MH5D 型显微硬度计进行测量,载荷砝码 200 g,保压 5 s,均取 5 个点的算术平均值; 用宏观显微镜观察截面宏观结构,用 PME3-323UN 型金相显微镜观察显微组织。
2 试验结果及分析
根据正交试验所得到的试验结果如表 1 所示。
2. 1 离焦量、电流和扫描速度对表面硬度的影响
图 1 为离焦量、电流和扫描速度对 45 钢激光淬火表面硬度的影响。由图 1 ( a) 可见,随着离焦量的增大,45 钢表面硬度逐渐降低。其原因是: 在其他工艺参数和条件相同的情况下,离焦量决定了激光功率密度的大小,离焦量越大,光斑的尺寸越大,功率密度越小,试样表面单位面积上所获得的能量就相应降低,致使加热温度降低,从而导致了表面硬度降低。前期试验表明,当离焦量小于 22. 5 mm 时,由于激光功率密度过高,致使 45 钢表面因加热温度过高而产生过热、过烧现象,这两种缺陷都将导致硬度降低,且影响表面质量。
图 1( b) 为电流对 45 钢激光淬火表面硬度的影响。由图 1( b) 可见,随着电流的增大,45 钢的表面硬度先升高后降低,在 210 A 处达到最大值 60. 9 HRC。其原因是: 在其他工艺参数和条件相同的情况下,随着电流的增大,试样表面所获得的能量就相应升高,致使加热温度升高。加热温度的升高会导致 45 钢表面硬度升高,同时也会导致晶粒变大,降低硬度。当电流小于 210 A 时,晶粒大小变化不大,对硬度改变没有影响,故硬度随着电流的增大而升高; 当电流大于 210 A 时,晶粒变得粗大,导致硬度随着电流的增大而降低。
图1( c) 为激光扫描速度对 45 钢激光淬火表面硬度的影响。由图 1( c) 可见,在 235 mm/min 至 300 mm/min 之间,45 钢的表面硬度基本不变,当超过300 mm/min 后,硬度随着扫描速度的增大而降低。其原因是: 激光扫描速度反映激光束在试样表面上的作用时间,在其他工艺参数和条件相同的情况下,扫描速度越大,激光在试样表面作用的时间就越短,试样表面单位面积上所获得的能量就相应降低。前期试验表明,当扫描速度低于 235 mm /min 时,由于试样单位面积上的能量过高,致使 45 钢表面因加热温度过高而产生过热、过烧现象,不但导致硬度降低,且影响表面质量。扫描速度在 235 mm /min 至 300 mm /min 之间时,试样表面吸收的能量相差不大,试样表面的温度在淬火加热温度范围之内,故 45 钢的表面硬度相差不大。当扫描速度超过 300 mm /min 时,试样表面能量吸收不足,加热温度不足,从而导致硬化层硬度降低[4]。
根据上述试验结果的分析,得出最佳的激光淬火工艺为离焦量22. 5 mm、电流210 A、扫描速度300 mm/min,此工艺正好为 2 号试样的工艺。通过对试验结果的极差分析可得出离焦量是影响 45 钢表面硬度的主要因素,其次是电流。
2. 2 45 钢激光淬火后的组织及性能
图 2( a) 为 2 号试样的截面宏观结构,由图 2( a) 可见,试样激光淬火后由表及里依次为完全相变硬化层、热影响区和基体,完全相变硬化层的深度( MP 段) 为 0. 48 mm,宽度( BC 段) 为 1. 15 mm,热影响区的厚度为 0. 1 ~ 0. 2 mm。图 2( b) 为 2 号试样表层的显微组织,由图 2( b) 可见,最表层为完全相变硬化层,由于高功率密度激光辐照,试样表面升温最快,温度最高,组织是在极大的过热度和过冷度下进行的,碳以及其他合金元素扩散不充分,使得各部分马氏体转变温度有很大差异,故该层组织为含碳量不均的针状马氏体和残留奥氏体[5]。第二层为热影响区,由于其加热温度在 Ac1 ~ Ac3 之间,且由表及里随距离呈梯度下降,温度梯度相对较小,作用时间短,原子的扩散和迁移不明显,相变不充分,未能达到完全奥氏体化,故该层组织由完全马氏体逐渐转变为珠光体和铁素体组织。第三层为基体,该层温度较低,未发生组织转变,仍为珠光体加少量铁素体。
相关知识推荐:论文参考文献怎么找
图 3( a) 为图 2( a) 中 A 至 D 的硬度分布曲线。由图 3( a) 可见,曲线中部 BC 段为完全相变硬化层,宽度为1. 15 mm,其硬度稳定,平均值为 842 HV0. 2。曲线两端 AB、CD 为热影响区,宽度分别为 0. 2 mm、0. 3 mm,其硬度从 839 HV0. 2 到 484 HV0. 2 呈梯度分布。图 3 ( b) 为图 2( a) 中 M 至 N 的硬度分布曲线。由图 3( b) 可见,曲线 MP 段为完全相变硬化层,宽度为 0. 48 mm,其硬度从 839 HV0. 2 到 823 HV0. 2 呈梯度分布。曲线 PN 段为热影响区,宽度为 0. 1 mm,其硬度从 823 HV0. 2 到 438 HV0. 2 呈梯度分布。这是由于激光淬火是通过自身的热传导来进行快速冷却,热影响区内的温度由表及里随距离呈梯度下降,使得热影响区的显微硬度也随距离呈梯度下降。
图 4( a) 为 45 钢整体淬火( 840 ℃ × 8 min,水冷) 后的显微组织,硬度为 711 HV0. 2,图 4( b) 为 2 号试样完全相变硬化层显微组织,由图 4 可见,其马氏体组织要比整体淬火的组织更细小致密,硬度为 842 HV0. 2,比前者提高 18% 。这是由于激光淬火的加热速度和冷却速度要比整体淬火高得多,在激光超快速的加热条件下,奥氏体的形核数目急剧增加,奥氏体既可以在原晶界和亚晶界成核,也可以在相界面和其他晶体缺陷处成核[6],而且在快速加热的瞬间奥氏体化使得晶粒来不及长大。当激光停止作用后,试样表面通过自身热传导以极快的速度冷却,因而最终得到的组织要比整体淬火的组织更细小致密。此外,由于激光淬火的急热急冷,碳在奥氏体化过程中来不及扩散而滞留,在随后的马氏体转变当中,形成高碳马氏体,组织的位错密度极高。
2. 3 多道扫描激光淬火后的截面宏观结构
采用最佳工艺参数( 22. 5 mm ×210 A × 300 mm/min) ,搭接率为 44%,在 45 钢表面进行多道扫描激光淬火试验。45 钢多道扫描激光淬火后的截面宏观结构如图 5 所示,由图5 可见,淬火层的最大深度为0. 58 mm,最小的深度为 0. 45 mm。图 5 中点 E 至点 K 的显微硬度分布如图 6 所示,由图 6 可见,相邻道与道之间的表面硬图 5 45 钢多道扫描激光淬火的截面宏观结构 Fig. 5 Macroscopic structure of 45 steel after overlapping laser quenching 度从 842 HV0. 2 到 450 HV0. 2 呈梯度分布。搭接扫描的热影响区定义为硬度值在完全相变硬化层硬度 71% 以下的区域,由于每道的表面硬度分布规律相同,故只取点 H 至点 I 段进行分析。点 H 至点 I 间完全相变硬化层的硬度为 842 HV0. 2,故搭接扫描的热影响区为硬度低于 598 HV0. 2 的区域,其宽度为0. 3 mm,如图 5 所示。其原因是: 激光淬火形成的马氏体在下一道激光搭接扫描的热作用下发生分解,从而出现了回火软化现象[7]。点 I 最接近下一道扫描带,受热最大,回火温度最高,导致硬度急剧下降。离 I 点越远,受热影响越小,回火温度越低,马氏体分解越少,碳的脱溶有限,从而导致硬度下降不明显。点 H 未受下一道激光搭接扫描的热作用。
3 结论
1) 随着离焦量的增大,45 钢表面硬度逐渐降低; 随着电流的增大,45 钢的表面硬度先升高后降低,在 210 A 处达到最大值 60. 9 HRC; 随着扫描速度的增大, 45 钢的表面硬度先是基本不变,当超过 300 mm/min 后,硬度随着扫描速度的增大而降低; 45 钢激光淬火的最佳工艺参数为离焦量 22. 5 mm、电流 210 A、扫描速度 300 mm /min; 离焦量是影响 45 钢表面硬度的最主要因素,其次是电流。
2) 45 钢经最佳激光淬火工艺,搭接率为 44% 的多道扫描激光淬火处理后,由表及里依次为完全相变硬化层、热影响区和基体,其中完全相变硬化层的组织为针状马氏体和残留奥氏体,深度为 0. 48 mm,宽度为 1. 15 mm,硬度为 842 HV0. 2,比 45 钢整体淬火提高 18%,热影响区的组织由完全马氏体逐渐转变为珠光体和铁素体组织,厚度为 0. 1 ~ 0. 2 mm,硬度从 823 HV0. 2 到 438 HV0. 2 呈梯度分布; 相邻道与道之间的表面硬度从 842 HV0. 2 到 450 HV0. 2 呈梯度分布,热影响区宽度为 0. 3 mm。——论文作者:符 轲1 ,张修庆1 ,续晓霄2 ,吴建峰1 ,李 翔1 ,徐金富1,2
参考文献:
[1]段 松,秦 茶,李碧波. 激光淬火处理后半高速钢的组织及性能[J]. 金属热处理,2015,40( 9) : 76-78.
