
 >
>18CrNiMo7-6 轴承钢渗碳降温淬火工艺研究
时间:
摘 要: 采用渗碳降温淬火工艺对 18CrNiMo7-6 轴承钢进行热处理,并与渗碳后重新加热淬火工艺进行对比。利用金相显微镜、显微硬度计、万能力学分析仪对渗碳层的显微组织、晶粒度、硬度梯度及心部机械性能进行测试和分析。研究结果表明,渗碳降温淬火工艺较渗碳后重新加热淬火工艺显微硬度更大,硬度梯度更加平缓,且机械性能更高。另外,渗碳降温淬火工艺缩短生产周期约 50% ,大大降低了生产成本,提升了生产效率。
关键词: 18CrNiMo7-6 轴承钢; 渗碳降温淬火; 金相组织; 机械性能
18CrNiMo7-6 钢是一种低碳高合金渗碳钢,具有高韧性、高强度和较优淬透性等优点,被广泛应用于石油钻具装备的轴承零件。为满足轴承表面耐磨、心部良好韧性的设计要求,进一步扩大其应用领域,一般都要进行渗碳淬火热处理[1 - 2]。而现有的渗碳淬火工艺,使渗碳层表面硬度低、硬度梯度较大,降低了轴承表层的耐磨性能及抗疲劳强度,且生产周期较长,增加了经济成本。而渗碳降温淬火工艺有效缩短了渗碳周期,可以获得更优的渗层性能及心部强度[3 - 9]。
渗碳降温淬火工艺是在渗碳炉内对轴承渗碳结束后,降温至合适的淬火温度,并设定淬火碳势及保 温一定时间后降温进行淬火。与常规渗碳淬火工艺相比,省略了渗碳后冷却至室温及淬火重新加热过程,大大缩短了生产周期。本文研究了渗碳降温淬火工艺对 18CrNiMo7-6 轴承钢渗碳层组织及机械性能的影响,并与渗碳后重新加热淬火工艺进行对比,探讨了渗碳降温淬火工艺机理。
1 实验材料及方法
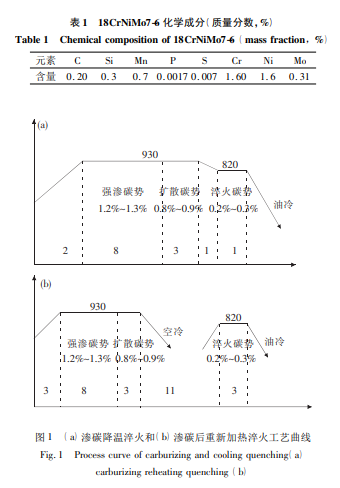
本实验中石油钻具轴承钢材料为 18CrNiMo7-6,试样尺寸为 ?55 mm × 200 mm,化学成分见表 1。渗碳降温淬火工艺和渗碳后重新加热淬火工艺见图 1。
对比图 1( a) 、1( b) 可以看出,采用渗碳降温淬火工艺时,炉温升至渗碳温度 930 ℃ 保温 11 h 后直接降温到 820 ℃保温 1 h 进行淬火; 采用渗碳后重新加热淬火工艺时,炉温升至渗碳温度 930 ℃ 保温 11 h 后工件出炉空冷,待工件冷却至室温后重新放入热处理炉,再次升温至 820 ℃ 保温 3 h 进行淬火,整个过程耗时较长,增加了渗碳降温出炉及二次入炉升温等待时间。
试验结束后,用 4% 硝酸酒精对金相试样进行腐蚀,采用金相显微镜按照标准 GB /T 25744—2010、 GB /T 13298—2015 对其碳化物、马氏体、残余奥氏体、表面硬度和心部组织进行检测。采用万能力学分析仪按照标准 GB /T 2975—2018、GB /T 228. 1— 2010、和 GB /T 229—2007,对其心部力学性能进行检测。采用苦味酸溶液腐蚀渗碳层,按 照 GB /T 6394—2002 标准对其晶粒度进行检测。
2 实验结果与讨论
2. 1 渗碳层金相组织及晶粒度
图 2( a) 、2( b) 分别为轴承钢试样渗碳后重新加热淬火和渗碳降温淬火后渗碳层的金相组织; 图 2 ( c) 、2( d) 分别为两种工艺所得晶粒度,具体评级结果见表 2。
从图 2 和表 2 可以看出,渗碳降温淬火后渗碳层金相组织评级为弥散细颗粒碳化物 1 ~ 2 级,细针马氏体 2 级,残余奥氏体 10% 左右 1 ~ 2 级,晶粒度 7. 5 级; 渗碳降温淬火工艺合理设定了强渗碳势和扩散碳势,强渗和扩散时间比值为 8: 3,较好地确保了 渗碳层表层碳浓度分布,避免了过量碳化物和残余奥氏体的形成,所得渗碳层金相组织与渗碳后重新加热淬火工艺基本相当。渗碳降温淬火后渗碳层晶粒度略有长大,但其晶粒度长大级别较小,主要原因是 18CrNiMo7-6 钢为本质细晶粒钢且其渗碳总时间较短,对晶粒长大影响较小[4 - 5]。
2. 2 渗碳层硬度梯度
图 3 为钻具轴承钢试样渗碳层的硬度梯度,其中 1#、2#、100#试样为渗碳后重新加热淬火工艺, 20#、03#试样为渗碳降温淬火工艺。
相关知识推荐:提高cpci发表论文接收率方法
从图 3 可看出,渗碳后重新加热淬火试样在距表层约 0. 4 mm 位置处存在硬度转折点,渗碳表层 0. 2 ~ 0. 7 mm 内硬度降低 70 HV0. 5。渗碳降温淬火试样在距表层 0. 4 mm 内硬度梯度变化较小,渗碳表层 0. 25 ~ 0. 7 mm 内硬度降低 20 HV0. 5,且整个硬度梯度变化较平缓,可较大程度提升轴承疲劳寿命。这主要是由于渗碳降温淬火工艺在渗碳结束后降温到淬火温度和淬火碳势的两工序均在炉内完成,避免了轴承渗碳出炉后其渗碳层被氧化[6]的现象。另外,淬火碳势设定为 0. 7% ~ 0. 8% ,该碳势下轴承渗碳层表面不会产生脱碳,而且渗碳层不会存在过多残余奥氏体,确保了渗碳层金相组织级别和硬度值[7 - 10]。而渗碳后重新加热淬火工艺存在渗碳后出炉降温,使其表面产生氧化脱碳现象; 淬火保温碳势约为 0. 2% ~ 0. 3% ,不能有效弥补表层脱碳含量,从而导致渗碳层 0. 4 mm 范围内硬度偏低,即在距离表层 0. 4 mm 位置处出现硬度转折点现象。
2. 3 心部组织
图 4 为渗碳后重新加热淬火和渗碳降温淬火试样的心部金相组织。渗碳后重新加热淬火试样心部组织含有较多未溶块状铁素体,铁素体为 4 级。渗碳降温淬火试样心部有少量游离铁素体,铁素体数量显著减少,铁素体为 3 级。渗碳降温淬火试样心部组织明显优于渗碳后重新加热淬火。由于渗碳后重新加热淬火为亚温淬火,即未达到材料充分奥氏体化温度,渗碳后重新加热淬火时,心部不可避免会存在较大量的未溶铁素体,从而影响试样心部的淬硬性。而渗碳降温淬火工艺,渗碳过程结束后降温至淬火保温过程,其试样心部已完全奥氏体化,在此基础上淬火冷却,心部所获得的淬火马氏体含量较多,试样淬火效果更好。
2. 4 机械性能
渗碳降温淬火和渗碳后重新加热淬火轴承试样机械性能如表 3 所示。渗碳降温淬火试样硬度为 27. 2 HRC,较渗碳后重新加热淬火工艺提高 3. 6 HRC; 屈服强度为 805 N/mm2 ,提高约 7. 8% ,抗拉强度和冲击功也同时获得提升。渗碳降温淬火后机械性能满足企业标准要求。这是因为渗碳降温淬火工艺确保了轴 承 心 部 淬 火 温 度,从而保证轴承心部强度[11]。
3 结论
1) 轴承钢 18CrNiMo7-6 经渗碳降温淬火与渗碳后重新加热淬火,金相组织级别基本相当,符合标准要求。
2) 渗碳降温淬火后距试样表面 0. 25 ~ 0. 7 mm 范围内,渗碳层硬度较平缓,且整个渗碳层梯度也更加平缓,可一定程度提高钻具轴承使用寿命。
3) 渗碳降温淬火工艺确保了轴承心部淬火温度及均匀性,使其心部硬度、强度和冲击功提高。
4) 渗碳降温淬火工艺可大大降低生产成本和劳动强度,提高生产效率 50% 以上。——论文作者:武计强
参 考 文 献
[1] 王全振,张忠和,刘爽庆,等. 18CrNiMo7-6 钢的热处理工艺研究[J]. 热处理技术与装备,2017 38 ( 4) : 29 - 33.
[2] 王陆军,郭沿. 齿轮渗碳淬火热处理变形理论分析研究现状[J]. 热处理技术与装备,2020 41( 3) : 68 - 73.
[3] 王孟,孙世超,李炎,等. SNCM420H-K 齿轮渗碳降温淬火工艺[J]. 金属加工,2015 ( 19) : 18 - 19.
[4] 顾晓明,刘俊伟,李康康. 热处理工艺对 18CrNiMo7-6 渗碳钢奥氏体晶粒度的影响[J]. 金属加工,2015 ( 7) : 16 - 18.
[5] 陈玉成,邱玲慧. 提高矿用牙轮钻头轴承寿命的稀土渗碳研究[J]. 武汉科技大学学报,2003,26 ( 4) : 343 - 345.
[6] 华公平. 渗碳后降温淬火工艺在机车牵引齿轮上的应用[J]. 机车车辆工艺,2005 ( 5) : 1 - 3.
[7] 陈云祥,涂小龙,郁俐. 20CrNi2Mo 材料齿轮渗碳工艺改进[J]. 热处理技术与装备,2007,28( 1) : 32 - 34.
[8] 宗康伦. 特大型轴承渗碳淬火方法的研究[J]. 热处理技术与装备,2006,27( 2) : 61 - 63.
[9] 李佑勋. 小型渗碳轴承材料及其热处理工艺探讨[J].轴承,1993( 8) : 8 - 10.
[10] 林太军,苍会增,庄权. 20Mn2 制轴承密封座渗碳淬火工艺[J]. 轴承,2002( 12) : 19 - 20.
[11] 赵国防,杨卯生,刘东雨,等. 高性能渗碳轴承钢的组织与性能[J]. 钢铁研究学报,2011,23( 11) : 34 - 40.
