
 >
>淬火工艺对70mm Q960E钢冲击性能的影响
时间:
摘要:以70mmQ960E高强度工程机械用钢冲击性能攻关为目标,对比分析了相同的化学成分、冶炼、轧制及回火工艺下,不同的淬火工艺参数对钢板组织及性能的影响,找出临界冷却速度下组织转变规律。结果表明:当淬火目标温度为920℃、在炉时间为1.4倍板厚+20min时,不同的淬火工艺参数对70mmQ960E特厚高强钢组织转变和冲击韧度的改善起着决定性作用。文中涉及的70mmQ960E的成功开发与工艺固化,对厚规格、高钢级工程机械用钢的生产工艺改进及新品种的市场拓展等有着重要意义。
关键词:Q960E;淬火工艺;组织;冲击性能
1 序言
近年来,随着我国经济建设的快速发展,尤其依托工业化和城镇化拉动的基础建设和能源需求量大幅增长,快速推进了工程机械和煤矿机械行业的发展[1,2]。与此同时,工程机械不断向大型化、轻量化发展,促进了工程机械用钢实际生产过程中,不断向高级别、高韧性,以及更好的焊接性能这一基本目标奋进[3-7]。然而,就钢铁材料而言,一般情况下,提高钢材强度的同时,往往伴随着钢材韧性的降低,即脆性增加,威胁到工件使用的安全性。文中研究的Q960E钢屈服强度要求在960MPa以上、抗拉强度在980~1150MPa,在工程机械用钢中,属高钢级产品,尤其针对70mm特厚规格,强度达到该级别要求时,-40℃冲击温度下,韧性指标会随之下降。生产中除添加N i合金元素来提升钢板冲击性能、添加B元素提高淬透性之外,通过优化淬火阶段冷却工艺规程,提高冷却速度,开展针对 70mmQ960E钢冲击韧度的攻关。结果表明,淬火工艺对改善钢板韧性发挥着积极作用。
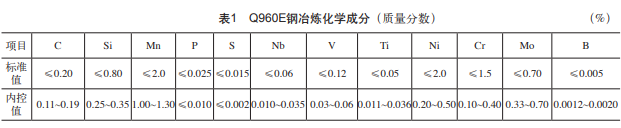
2 冶炼成分及低倍控制
Q960E钢冶炼化学成分见表1。
低倍质量内控要求达到中心偏析C类≤1.0级,无内裂纹,无缩孔,中心偏析A 类和B 类不允许存在。对于不合格的低倍样,所在炉次做整炉降级改判处理,同时对前后炉次加取低倍样。本文设计的钢板炉次低倍质量控制见表2。
3 淬火工艺规程调整前后冲击性能对比
下面述及淬火工艺规程调整前70mmQ960E钢轧制及调质后组织性能情况。
3.1 板坯加热、轧制
板坯出钢心部温度要求≥1180℃,实际出钢温度1180~1210℃,I阶段开轧温度(心部模型温度) ≥1050℃,终轧温度(心部模型温度)≥980℃。中间坯厚度140mm,II阶段开轧表面温度≤850℃,终轧表面温度760~810℃,返红680~720℃。
3.2 调质处理及冲击性能攻关
(1)工艺优化淬火设备 对70mmQ960E钢开展冲击韧度攻关进行淬火工艺优化的淬火设备,采用的是东北大学国家重点实验室研发的具有自主知识产权的多重阻尼超宽整体狭缝式喷嘴结构,通过多重阻尼系统实现钢板宽度方向射流速度的高均匀性分布。通过结构内的多重阻尼系统,保证沿钢板宽度方向上喷水射流速度均匀,无淬火软点和冷却盲点,对薄规格钢板淬火板形控制有显著优势。图 1所示为整体式与分段式狭缝喷嘴长度方向上射流速度对比,整体式狭缝喷嘴射流速度沿钢板长度方向更加均匀、稳定,具有明显的优越性。
工艺优化采用的淬火设备高压段射流喷嘴安装角度及安装精度优化如图2所示。实际生产过程中,不仅要确保对称的距离参数及角度参数相等,而且 要确保喷嘴沿钢板宽度方向的两侧均保持一致,即确保上下喷嘴喷射水线的三维对称精度。实现淬火工艺调整、改善冲击性能用的淬火设备淬火工艺自动控制系统优化体现在以下几点。
1)水量参数高精度反馈控制。
2)水压稳定性控制,通过增加旁通管路及控制阀组,实现淬火过程冷却水压的高精度、高稳定性控制。
3)钢板位置微跟踪精度。
4)上框架提升控制系统优化。
(2)工艺优化前后冲击性能对比 该批次工艺优化钢板给定调质工艺参数见表3。
首批生产钢板,淬火、回火出炉温度及在炉时间均符合工艺要求,淬火设备工艺规程采用常规品种70mm淬火工艺参数,即高压段水量7578m3 /h、水比1.45;低压段水量1008m3 /h、水比1.40。该工艺规程初次生产的4批代表板材-40℃1/4处冲击初复检均偏低,标准要求冲击吸收能量单值≥19J、平均值≥27J,实际检测的冲击吸收能量见表4。由表4 可见,首次采用70mm常规淬火工艺参数生产的4批 Q960E钢初、复检冲击功无一满足标准要求。
对冲击性能不合格的其中3批代表板材试样进行金相组织检验,如图3~图5所示。
金相结果显示,70mmQ960E钢首次生产的不合批次试样1/4处金相呈现粗大粒贝组织,是导致冲击性能不合格的直接原因。工艺过程分析为淬火阶段钢板未淬透,马氏体转变未完全进行,产生粒贝组织导致韧性变差。进一步分析为高强度Q960级别工程机械用钢,Cr、Mo、V、Ni等合金含量较其他钢种明显增加,淬火过程中采用常规淬火工艺参数冷却速度偏小,未达到临界冷却速度的要求,导致钢板淬透性差。
相关知识推荐:多篇论文发一个期刊是学术不端吗
后续在调质挽救过程中,有针对性地对该规格淬火工艺参数进行调整,其余淬火、回火工艺保持不变,进行冲击性能对比。淬火工艺参数调整如下:将高压区水量增加2000m3 /h,即高压区水量由原来的7578m3 /h提高至9576m3 /h,加大冷却速度,以提高钢板淬透性。4批不合格钢板,经工艺优化后调质挽救,冲击吸收能量均一次检验合格,韧性改善明显,冲击值检测数据具体见表5。
随即固化工艺,并推广到保-40℃冲击的高强厚规格及其他品种中,对厚板韧性攻关具有深远的指导、推广意义。
(3)工艺优化后冲击性能 对淬火工艺参数优化后生产70mmQ960E钢冲击性能进行跟踪,根据订单需求量,淬火工艺参数调整后一段时间内,该规格共计生产57批次,冲击吸收能量平均值实测均满足标准要求(平均值≥26J),冲击性能合格率为 100%。
过程控制能力如图6所示,CPK值1.22,整体趋于稳定,性能可控,后续根据订单,在保证性能合格的前提下,继续优化工艺,以期CPK值实现最优值,进一步提升冲击性能整体稳定性。
4 结束语
本文以问题为导向,以解决70mmQ960E特厚高强度工程机械用钢冲击性能不合格为出发点,通过查找问题根源,得知造成冲击性能不合格的原因在于淬火态冷却速度偏低,存在粒贝组织所致。随即在后续的调质挽救过程中,采用优化淬火工艺参数,提高淬透性的方式,工艺调整前后,冲击吸收能量得到改善明显。另外,对采用优化工艺生产的该规格钢进行过程能力分析,CPK值1.22,性能可控,整体趋于稳定,工艺得到固化,并将该淬火工图6 淬火工艺优化后冲击吸收能量过程能力分析艺规程推广到其他品种钢调质淬火生产中。实践证明,通过70mmQ960E钢冲击性能的攻关研究,对厚规格、高钢级工程机械用钢的生产工艺改进以及其他新品种的市场拓展等有着重要意义。——论文作者:陈敏侠*,易春洪
参考文献:
[1] 张永青,付俊岩.高性能工程机械用钢的开发和应用研究[J].矿业装备,2013(6):55-59.
[2] 郑建平,汪杰,黄贞益,等.回火温度对Q960E高强钢组织和性能的影响[J].热处理,2016,31(6):16- 19.
[3] 张媛钰.高强度工程用Q960E的工业开发[J].现代冶金,2020,48(1):4-6.
[4] 张规华,李常牛,桑德广.低合金高强度钢WQ960E 的研制开发[J].宽厚板,2010, 16 (2):5-8.
[5] 徐震霖,方俊飞.Q960E调质钢厚板的MAG 焊接性及接头力学性能研究[J].热加工工艺,2017, 46 (15):82-85.
[6] 衣江华.高强钢Q960E感应热处理生产线的工艺实践 [J].金属加工(热加工),2019(7):70-72.
[7] 楚觉非,方松,邓想涛,等.工程机械用高强度结构用钢研究进展[J].江西冶金,2013,33(3):4-7.
