
 >
>17Cr2Ni2MoVNb钢的渗碳淬火工艺
时间:
摘要: 对新型渗碳钢 17Cr2Ni2MoVNb 钢进行了气体渗碳试验及之后的淬火试验。结果表明,同 20Cr2Ni4A 钢相比,17Cr2Ni2MoVNb 钢吸碳能力较强,易形成网状碳化物,需适当降低强渗或扩散期碳势,1. 2% 强渗期碳势 + 0. 80% ~ 0. 85% 扩散期碳势组合更有利于实际生产。渗碳后进行 770 ~ 790 ℃淬火 + 180 ℃回火,渗碳面硬度( ≥60 HRC) 和基体( 非渗碳面) 硬度( 40 HRC 左右) 等均满足图样技术要求。
关键词: 17Cr2Ni2MoVNb 钢; 渗碳; 网状碳化物; 碳势; 淬火
20Cr2Ni4A 钢是一种典型的重载齿轮渗碳钢,广泛应用于军用车辆传动装置[1]。由于 20Cr2Ni4A 钢淬透性高且晶粒较大,所制造的齿轮齿圈等往往热处理变形严重、疲劳寿命波动范围大[2-4]。针对上述问题,北京钢铁研究总院和宝钢特钢有限公司等单位联合研制了 17Cr2Ni2MoVNb 齿轮渗碳钢[5]。
由于 V 和 Nb 的加入及微合金化手段的应用,使 17Cr2Ni2MoVNb 钢的晶粒得到超细化[6],晶粒度较传统方法冶炼的 20Cr2Ni4A 钢细 1 ~ 2 个等级。北京钢铁研究总院针对 17Cr2Ni2MoVNb 钢渗碳试样进行了疲劳性能研究,其旋转弯曲疲劳和点接触疲劳等较 20Cr2Ni4A 钢均有一定幅度的提升,对于大功率综合传动装置减重意义重大[7]。由于 17Cr2Ni2MoVNb 钢为新材料,其渗碳淬火工艺暂无标准或手册可借鉴,因此需对该材料的渗碳淬火工艺进行研究。本 文 以 20Cr2Ni4A 钢渗碳淬火工艺为基础,通过试验,摸索出适用于我公司生产的 17Cr2Ni2MoVNb 钢的渗碳淬火工艺。
1 试验材料及方法
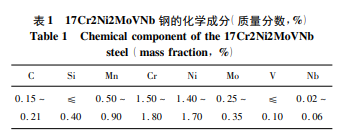
试验所用 17Cr2Ni2MoVNb 钢的化学成分见表 1,试样经锻造处理为 ?45 mm × 500 mm 棒材,锻后进行正火,工艺为 930 ℃ × 60 min,分散空冷,正火后检测硬度在 35 HRC 左右,不便于粗加工,因此进行高温回火处理,工艺为 650 ℃ × 120 min,空冷。试样预处理完后机加工成 18 mm × 18 mm × 35 mm 的渗碳试块和?40 mm × 50 mm 的淬火试块,分别进行渗碳试验和淬火试验。
渗碳和淬火设备为 TQF-8-ERM 可控气氛多用炉,回火设备为 D-8-E 回火炉,热处理加热设备定期检测,符合 GB /T 9452—2012《热处理炉有效加热区测定方法》标准Ⅱ类炉( ≤ ± 5 ℃ ) 要求; 淬火油为 MT355 分级淬火油,淬火前油温恒定为( 60 ± 1) ℃ ; 渗碳气体为丙烷。
2 试验结果及讨论
2. 1 渗碳试验
参考 20Cr2Ni4A 钢渗碳工艺,将 17Cr2Ni2MoVNb 钢试样随 20Cr2Ni4A 钢同炉进行渗碳 + 高温回火,渗碳主要工艺参数为: 渗碳温度为 930 ℃,强渗期碳势为 1. 25% ,扩散期碳势为 1. 0% ,渗碳层深为 1. 2 mm。回火后检测试样的显微组织,如图 1 所示。从图 1 可知,17Cr2Ni2MoVNb 钢渗碳层有严重的网状碳化物,按 GB /T 25744—2010《钢件渗碳淬火回火金相检验》评级为 6 级,为不合格品( 1 ~ 3 级为合格) ,20Cr2Ni4A 钢显微组织无异常,网状碳化物级别为 1 级。
根据 同 行 的 研 究 成 果 及渗碳原理可知, 20Cr2Ni4A 钢抗网状碳化物的性能优于 17Cr2Ni2Mo 钢[8-9],在碳势较高的情况下,17Cr2Ni2Mo 钢容易形成网状碳化物[10],同炉试验情况说明 17Cr2Ni2MoVNb 钢继承了 17Cr2Ni2Mo 钢抗网状碳化物性能较差的特性。为进一步验证上述理论,将渗层逐层打磨并用直读光谱仪检测表层含碳量,其结果见图 2。从检测结果可知,17Cr2Ni2MoVNb 钢表层的含碳量明显高于 20Cr2Ni4A 钢,过高的表层碳浓度导致网状碳化物形成。
为避免 17Cr2Ni2MoVNb 钢渗碳后形成网状碳化物,本文设计了如表 2 所示的两种优化方案: ①渗碳温度不变,扩散期碳势不变,降低强渗期碳势; ②渗碳温度不变,强渗期碳势不变,降低扩散期碳势。其中碳势和层深均为程序设定值。
参照方案 I 进行渗碳后,对渗层进行显微组织检测,如图 3 所示。从图 3 显微组织可知,强渗期碳势为 1. 20% 和 1. 15% 时,试样存在网状碳化物,级别较原随炉试样有所降低,强渗期碳势为 1. 10% 和 1. 05% 时,未见明显网状碳化物。对于强渗期碳势为 1. 10% 和 1. 05% 的试样,在打磨 0. 1 mm 后进行表层碳浓度检测,其碳浓度在 1. 1% 左右; 经 790 ℃ × 60 min 淬火 + 180 ℃ × 240 min 低温回火处理后进行渗碳面硬度检测,其硬度≥60 HRC,能够满足技术要求。
参照方案 II 进行渗碳后,对渗层进行显微组织检测,结 果 如 图 4 所 示。由 图 4 可 知,扩 散 期 碳 势 为 0. 95% 和 0. 90% 的试样存在网状碳化物,级别较原随炉试样有所降低,扩散期碳势 < 0. 90% 的试样未见明显网状碳化物。对于扩散期碳势 < 0. 90% 的试样,在打磨 0. 1 mm 后进行表层碳浓度检测,0. 85% 试样和 0. 80% 试样的碳浓度在1. 0%左右,0. 75%试样和 0. 70% 试样的碳浓度在 0. 9% 左右; 经 790 ℃ × 60 min 淬火 + 180 ℃ × 240 min 低温回火处理后进行渗碳面硬度检测,0. 85% 试样和 0. 80% 试样的硬度≥60 HRC,能够满足技术要求,但 0. 75% 试样和 0. 70% 试样为55 ~ 58 HRC,稍低于技术要求。
相关知识推荐:怎样弄论文容易中
从方案Ⅰ和方案Ⅱ试验结果可知,在现有工艺的基础上,1. 05% ~ 1. 10% 强渗期碳势 + 1. 0% 扩散期碳势组合和 1. 2% 强渗期碳势 + 0. 80% ~ 0. 85% 扩散期碳势组合均适宜 17Cr2Ni2MoVNb 钢渗碳,考虑强渗期碳势降低会导致渗碳总时间加长,因此最终选择了 1. 2% 强渗期碳势 + 0. 80% ~ 0. 85% 扩散期碳势组合。
2. 2 淬火试验
我公司生产的 17Cr2Ni2MoVNb 钢渗碳零件主要用于大功率综合传动装置精密齿轮的生产,绝大部分齿轮渗碳淬火后都需要进行精加工,特别是带花键的齿轮,若基体硬度≥42 HRC,对插齿刀的磨损非常严重,因此,在得到高强度渗碳齿面的同时,希望基体硬度 < 42 HRC 且满足图纸≥35 HRC 的要求。为满足该要求,本文设计了如表 3 所示的淬火工艺进行试验 ( 淬火保温时间均为 90 min,回 火 保 温 时 间 均 为 240 min) ,淬火试验前,先将试样进行渗碳,渗碳参数为前期试验确认的参数。
淬火后对试样渗碳面进行硬度检测,750 ℃ 淬火图 5 17Cr2Ni2MoVNb 钢渗碳 + 淬火 + 回火后的硬度梯度 Fig. 5 Hardness gradient of the 17Cr2Ni2MoVNb steel after carburizing,quenching and tempering 试样的硬度在 55 HRC 左右,≥770 ℃淬火试样的硬度均≥60 HRC。将淬火温度≥770 ℃的试样沿径向在中间处进行切割并制样,进行非渗碳面( 基体) 的硬度检测,其结果见图 5。从图 5 可知,试样的基体硬度随着淬火温度的降低而降低,770 ℃ 和 790 ℃ 淬火试样的基体硬度约 40 HRC,满足图样技术要求。淬火温度≥770 ℃ 时,规格为 ?40 mm × 50 mm 的 5 个试样均已淬透,淬透性较 17Cr2Ni2Mo 强,应为 V、Nb 加入所致。
将 770 ℃和 790 ℃ 淬火的试样进行显微组织检测,如图 6 所示。可见,基体中均未发现块状铁素体等异试样的硬度在 55 HRC 左右,≥770 ℃淬火试样的硬度均≥60 HRC。将淬火温度≥770 ℃的试样沿径向在中间处进行切割并制样,进行非渗碳面( 基体) 的硬度检测,其结果见图 5。从图 5 可知,试样的基体硬度随着淬火温度的降低而降低,770 ℃ 和 790 ℃ 淬火试样的基体硬度约 40 HRC,满足图样技术要求。淬火温度≥770 ℃ 时,规格为 ?40 mm × 50 mm 的 5 个试样均已淬透,淬透性较 17Cr2Ni2Mo 强,应为 V、Nb 加入所致。将 770 ℃和 790 ℃ 淬火的试样进行显微组织检测,如图 6 所示。可见,基体中均未发现块状铁素体等异常组织,因此最终确定淬火温度为 770 ~ 790 ℃。
3 生产验证
通过上述试验摸索确定渗碳淬火工艺后,我公司进行了齿轮、齿圈及齿轮轴等渗碳产品的小批量生产试制,产品均进行了首件鉴定,结果显示产品的硬度指标均满足图纸和工艺要求,显微组织无异常,网状碳化物均为 1 级。其中某齿轮轴搭载型号车辆进行了跑车试验,跑车试验完毕后拆解无异常。
4 结论
1) 17Cr2Ni2MoVNb 钢 较 20Cr2Ni4A 钢 更 易 形成碳化物且不易扩散,气体渗碳时 需 在 20Cr2Ni4A 钢工艺的基础上适当降低强渗期或扩散期的碳势, 1. 05% ~ 1. 10% 强渗期碳势 + 1. 0% 扩散期碳势组合和 1. 2% 强渗期碳势 + 0. 80% ~ 0. 85% 扩散期碳势组合均适宜 17Cr2Ni2MoVNb 钢渗碳,且 1. 2% 强渗期碳势 + 0. 80% ~ 0. 85% 扩散期碳势组合更有利于实际生产。
2) 17Cr2Ni2MoVNb 钢渗碳后采用 770 ~ 790 ℃淬火 + 180 ℃ 回火,渗碳面硬度≥60 HRC,基体硬度在 40 HRC 左右,满足图样技术要求。——论文作者:周洪刚,朱 旭,刘 克,吴 丹,牛香草,向臻东
参考文献:
[1]刘 克,杨 兵,莫竞芳,等. 20Cr2Ni4A 钢渗碳/感应热处理工艺应用[J]. 金属热处理,2018,43( 4) : 220-222. Liu Ke,Yang Bing,Mo Jingfang,et al. Application of carburization / induction heat treatment for 20Cr2Ni4A steel[J]. Heat Treatment of Metals,2018,43( 4) : 220-222.
[2]赵文军,刘国强,王金栋,等. 20Cr2Ni4A 齿轮钢高温渗碳工艺研究[J]. 金属热处理,2015,40( 12) : 142-145. Zhao Wenjun,Liu Guoqiang,Wang Jindong,et al. High temperature carburizing process for 20Cr2Ni4A gear steel[J]. Heat Treatment of Metals,2015,40( 12) : 142-145.
[3]孟祥顺,高全德,叶玉娟,等. 20Cr2Ni4A 钢的高强韧化工艺[J].金属热处理,2016,41( 4) : 175-177. Meng Xiangshun,Gao Quande,Ye Yujuan,et al. High strength and toughness process of 20Cr2Ni4A steel[J]. Heat Treatment of Metals, 2016,41( 4) : 175-177.
[4]顾亚桃,杨明华,陈 强. 20Cr2Ni4A 钢奥氏体晶粒长大规律与高温渗碳工艺[J]. 金属热处理,2019,44( 2) : 205-210. Gu Yatao,Yang Minghua,Chen Qiang. Austenitic grain growth law and high temperature carburizing process of 20Cr2Ni4A steel[J]. Heat Treatment of Metals,2019,44( 2) : 205-210.
[5]杜劭峰,赵文军,洪振军,等. 17Cr2Ni2MoVNb 和 20Cr2Ni4A 钢齿轮渗碳质量与弯曲疲劳寿命的试验研究[J]. 金属热处理,2014, 39( 7) : 12-18. Du Shaofeng,Zhao Wenjun,Hong Zhenjun,et al. Carburizing quality and bending fatigue life of 17Cr2Ni2MoVNb and 20Cr2Ni4A steel gears [J]. Heat Treatment of Metals,2014,39( 7) : 12-18.
[6]翁宇庆. 超细晶钢-钢的组织细化理论与控制技术[M]. 北京: 冶金工业出版社,2003.
[7]马 莉,王毛球,时 捷,等. 微合金化渗碳齿轮钢的接触疲劳性能[J]. 材料研究学报,2009,23( 3) : 251-256. Ma Li,Wang Maoqiu,Shi Jie,et al. Rolling contact fatigue of microalloying case carburized gear steels[J]. Chinese Journal of Materials Research,2009,23( 3) : 251-256.
[8]邹 鹏,张忠和,张 博,等. 高级渗碳淬火钢网状碳化物敏感性的研究[J]. 热处理技术与装备,2017,38( 4) : 25-28. Zou Peng,Zhang Zhonghe,Zhang Bo,et al. Research of sensitivity of network carbide in advanced carburized quenching steel[J]. Heat Treatment Technology and Equipment,2017,38( 4) : 25-28.
[9]裴 宇. 17Cr2Ni2Mo 钢热处理工艺探讨[J]. 热处理技术与装备, 2010,31( 2) : 51-54. Pei Yu. Discussion on heat treatment technology for 17Cr2Ni2Mo steel [J]. Heat Treatment Technology and Equipment,2010,31 ( 2 ) : 51-54.
[10]孙广平,杜之明,刘长江,等. 大型齿轮渗碳时网状碳化物形成的原因及消除的方法[J]. 汽轮机技术,2004,46( 3) : 230-231. Sun Guangping,Du Zhiming,Liu Changjiang,et al. Reasons and removal method for network carbide forming during carburization of large gear[J]. Turbine Technology,2004,46( 3) : 230-231.
