
 >
>薄壁不锈钢管列置双TIG电弧高速焊接工艺
时间:
摘要:单钨极惰性气体保护焊(Tungsten inert gas, TIG)是目前工业用薄壁不锈钢管主要生产工艺,但其存在生产效率低的问题。针对高速 TIG 焊出现的驼峰焊道、咬边等焊缝表面成形缺陷产生的原因,提出列置双 TIG 电弧高效节能焊接新工艺。试验结果表明,采用双 TIG 电弧高效焊接新工艺,48 mm×1.2 mm 和42 mm×1.5 mm 两种规格的 409L 铁素体不锈钢管在获得良好焊缝成形的条件下焊接速度分别可达 5.1 m/min 和 3.2 m/min;与单 TIG 焊接生产工艺相比,生产效率分别提高了 240%和 140%,能耗也分别降低 44%和 29%。两种规格铁素体不锈钢管膨胀率分别达到 14.1%和 33.7%,高于单 TIG 电弧焊的 11.2%和 21.4%,满足生产要求。分析表明,辅助 TIG 电弧加热主 TIG 电弧熔池后部堆积的液态金属,从热和力两方面延长熔池存在时间、促使液态金属回流填平主 TIG 电弧产生的熔池凹陷,从而有效抑制驼峰焊道和咬边的产生,在高速焊接条件下获得良好的焊缝成形,实现薄壁不锈钢管优质高效节能的焊接生产。
关键词:高速焊接;双钨极惰性气体保护焊(Tungsten inert gas, TIG);焊缝成形;焊接效率
0 前言
1 不锈钢因其优良的耐腐蚀性、较高的强度、硬度和良好的韧性,广泛应用于装备制造、压力容器、汽车、建筑、食品卫生等众多领域。目前全世界不锈钢的使用量仍以每年 3%~5%的速度迅速增长,而我国正处于经济建设的关键时期,不锈钢的生产和应用更是突飞猛进。
钨极惰性气体保护焊(Tungsten inert gas, TIG)以其成本低、焊接过程稳定、适应性强等优点,成为目前工业薄壁不锈钢管的主要生产工艺。但其较低的焊接速度严重限制了不锈钢管生产效率的提高。人们试图通过同步提高焊接电流和焊接速度的方式来提高焊接生产效率,但实践表明,单纯通过增大焊接电流的方法提高焊接速度并不能实现稳定的高速焊接,而随着焊接速度的增加,容易出如咬边、驼峰焊道等焊缝成形缺陷[1]。因此,克服高速 TIG 焊接过程中出现的咬边、驼峰焊道等制约性关键技术难题,开发低成本、优质高效、低能耗焊接生产工艺成为提高薄壁不锈钢管焊接生产产量和效益的最优解决思路。
目前,国内外对高速电弧焊的研究多是针对熔化极气体保护焊(Gas metal arc welding, GMAW)进行的,如激光+GMAW 复合焊[2]、双丝旁路耦合电弧 GMAW[3]等。但对高速 TIG 焊研究相对较少,主要集中在附加磁场、活性剂以及双电极等几种方式[4-13]。如周拨云等[4-6]利用附加磁场 TIG 焊有效地抑制了高速焊接过程中 TIG 电弧后拖,提高焊接速度。樊丁等[7-8]使用活性剂 TIG 焊工艺,通过在保护气中加入氧化性气氛或在工件表面涂覆一层很薄的活性剂来改变不锈钢焊接熔池表面张力和熔池的流动来抑制咬边和驼峰焊道的形成。王树保等[11]提出了单电源单面串联双 TIG 电弧焊接工艺方法,该工艺利用相同焊接电流的第二 TIG 电弧将第一 TIG 电弧高速焊接过程中形成的咬边、驼峰焊道等缺陷重新熔化掉,从而实现高速焊。王建军等[12-13]则利用双电极电弧耦合焊接工艺,通过增大电弧作用面积来提高焊接速度,在双电极 TIG 耦合基础上,通过附加脉冲电弧使熔池形成超声激励并起到热源的作用,达到改善焊缝组织性能的目的。
根据高速TIG焊接过程中驼峰焊道和咬边形成的宏观原因,本文提出了列置双 TIG 电弧高速焊接新工艺用以实现薄壁不锈钢管的高效生产。
1 工艺原理及试验
1.1 工艺原理
通过同比提高焊接速度和焊接电流来提高焊接生产效率,最大的困难在于如何抑制焊接速度提高后出现咬边和驼峰焊道等表面成形缺陷。对于咬边和驼峰焊道等焊缝表面成形缺陷的形成,从宏观上来说,是由于焊接速度的提高,熔池冷却速度快、在电弧力的作用下堆积到熔池后部的液态金属来不及回流和铺展便已凝固而造成的。
根据对TIG高速焊接过程中驼峰焊道和咬边形成宏观原因的分析,本文提出列置双 TIG 高速焊接工艺,原理如图 1 所示。主 TIG 电弧和辅助 TIG 电弧在焊接方向上前后排列,前面的主 TIG 电弧采用较大的焊接电流用以确保焊缝能够完全焊透以及钢管内表面的焊缝成形,位于主电弧熔池尾部的辅助 TIG 电弧采用小电流,目的是保证钢管外面的焊缝成形,且不能使钢管外表面熔池金属过热造成晶粒过分粗大。辅助 TIG 电弧加热主电弧熔池尾部堆积的液态金属,延长液态熔池金属的存在时间,为熔池后部堆积的液态金属回流提供充足的时间,使其有充足的时间可以回流填充熔池的下塌,从而可以形成表面平整连续的焊缝,这是在高速焊接条件下不锈钢获得表面平整连续焊缝的关键。
1.2 试验方案
根据提出的列置双 TIG 高速焊接工艺原理,在山东朝日不锈钢公司不锈钢管焊接生产线采用两台额定电流为 500 A 的 TIG 焊接电源搭建了列置双 TIG 高速焊接试验系统,焊接机头如图 2 所示。
在搭建的试验平台上分别进行了48 mm×1.2 mm 和42 mm×1.5 mm 两种规格的 409L 铁素体不锈钢管的列置双 TIG 电弧高速焊接生产试验。
在获得良好焊缝表面成形的条件下,按照生产要求测试不同规格 409L 铁素体不锈钢管的膨胀率、分析焊缝组织并与常用单 TIG 焊接生产的同规格 409L 不锈钢管进行对比。
2 试验结果
2.1 焊缝成形
目前,48 mm×1.2 mm 规格的铁素体不锈钢管最大焊接生产速度 v=1.50 m/min,生产节拍为 240 s/ 支(每支钢管额定长度为 6 m);而规格为42 mm×1.5 mm 的铁素体不锈钢管最大焊接生产速度 v=1.33 m/min,生产节拍为 270 s/支。如果进一步加大焊接电流、提高焊接速度,尽管可以保证焊透,但会出现严重的驼峰焊道、咬边等焊缝表面成形缺陷,如图 3 所示。
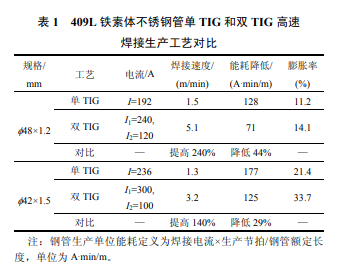
采用列置双 TIG 电弧高效焊接新工艺,48 mm×1.2 mm 和42 mm×1.5 mm 两种规格的 409L 铁素体不锈钢管的焊接速度分别可达 5.1 m/min 和 3.2 m/min,生产节拍可达到分别达到 70 s/支和 112 s/ 支,生产效率分别提高 240%和 140%,能耗也分别降低 44%和 29%,并且都可以获得良好的焊缝成形,均满足生产要求,如图 4 所示,其与单 TIG 焊接生产工艺的综合对比如表 1 所示。
试验结果表明,所开发的列置双 TIG 高速焊接工艺不仅在获得良好焊缝成形的条件下可以大幅度提高焊接速度、提高焊接生产效率,而且还可以降低生产能耗,具有综合的技术优势。
2.2 力学性能
良好的焊缝成形是工业用薄壁不锈钢管的基本要求,另一方面的要求为钢管的膨胀率,一般要求工业用薄壁不锈钢管的膨胀率不低于 10%。对采用双 TIG 高速焊接新工艺生产的 409L 不锈钢管进行膨胀试验。结果表明,48 mm×1.2 mm 和42 mm×1.5 mm 两种规格铁素体不锈钢管膨胀率分别达到 14.1%和 33.7%,高于单 TIG 焊的 11.2%和 21.4%,满足工业上膨胀率不低于 10%的要求。钢管膨胀试验中膨胀开裂不发生在焊缝部位,而是母材区域,如图 5 所示,这说明采用新工艺生产的钢管强度指标可以满足工业要求。
以42 mm×1.5 mm 规格的 409L 铁素体不锈钢管为例,分析对比了双 TIG 焊管和单 TIG 焊管焊缝硬度。试验测量中从试样一端向试样另一端依次测量,测量点间距为 0.8 mm,加载时间为 10 s,所加载荷为 0.5 N,硬度单位为 HV,试样焊接区域组织的硬度分布如图 6 所示。从图 6 中可以看出,双 TIG焊接试样的焊接热影响区最低硬度值要高于单 TIG 焊试样的焊接热影响区的最低硬度,而焊缝区的最高硬度高于单 TIG 焊的焊缝区的最高硬度值,但二者差别不是很大,基本上在同一个水平上。
2.3 接头组织
分析对比了 409L 铁素体不锈钢单 TIG 焊管和双 TIG 焊管焊缝区组织,如图 7 所示。
从图 7 中可以看出,热影响区晶粒在焊接热循环作用下发生了长大,晶粒粗化严重。焊缝内柱状晶起始于熔合区指向焊缝中心,而焊缝中部则为相对细小的等轴晶。对比发现,双 TIG 焊接的焊缝热影响区和柱状晶区的宽度小于单 TIG 焊接,双 TIG 焊接焊缝中部形成更多的细小的等轴晶。从表 1 中生产能耗的对比可以看出,尽管双 TIG 焊接电流比单 TIG 焊接要大得多,但其焊接速度更快,具有更低的焊接热输入。因而,双 TIG 焊接熔池冷却时间更短,过冷度更大,更有利于等轴晶的产生,柱状晶的生长受到限制,所以柱状晶区和热影响区宽度小,焊缝中部等轴晶更多。
相关知识推荐:论文发表怎么找见刊快的核心期刊
初步的试验结果表明,本文提出的薄壁不锈钢管双 TIG 电弧高速焊接工艺不仅可以有效防止高速焊接过程中驼峰焊道的出现,得到平整、连续、达标的焊缝,而且还可以降低生产能耗,实现薄壁不锈钢管的低能耗、高效率生产。
3 讨论
本文提出的双TIG电弧高速焊接工艺可以明显提高焊管生产效率,主 TIG 电弧采用较大的焊接电流,主要作用是保证焊透和背面焊缝成形;辅助 TIG 电弧位于主电弧形成的熔池后部(图 8),起到延长熔池存在时间,使排向熔池后部的液态金属有更多的时间向熔池前部回流,以填补主 TIG 电弧形成的熔池凹陷。
除了辅助TIG电弧对主TIG 电弧形成熔池的尾部堆积金属的加热作用之外,还有力的作用,改变熔池的流态,有助于抑制驼峰焊道和咬边的产生,如图 9 所示。
在较大电弧压力作用下,熔池液态金属会发生明显的后向流动,而这种较大的后向液体流是产生驼峰焊道的主要原因之一。在双 TIG 电弧高速焊接工艺中辅助钨极采用推角,其产生的向前的电弧力施加在主 TIG 电弧形成的熔池尾部的液态金属上,有抑制液态金属后向流动、促使液态金属回流的作用。在相同的液态金属存在时间内,双 TIG 电弧焊接过程中主 TIG 电弧形成的熔池尾部液态金属具有更快的回流速度,从而可以在高速焊接条件下抑制驼峰焊道和咬边缺陷的产生。
因此,在双 TIG 电弧高速焊接过程中,辅助电弧从热和力两方面加快主 TIG 电弧熔池尾部堆积液态金属的回流,从而有效抑制驼峰焊道和咬边的产生,获得良好的焊缝成形,实现薄壁不锈钢管优质高效焊接生产。
4 结论
(1) 提出了列置双 TIG 电弧薄壁不锈钢管高速焊接生产工艺。48 mm×1.2 mm 和42 mm×1.5 mm 两种规格的 409L 铁素体不锈钢管在获得良好焊缝成形的条件下焊接速度分别可达 5.1 m/min 和 3.2 m/min,同比单 TIG 焊接工艺,生产效率分别提高 240%和 140%,能耗也分别降低 44%和 29%。
(2) 双TIG电弧高速焊接生产的409L不锈钢管膨胀试验中开裂发生在母材,膨胀率明显高于当前单 TIG 焊接工艺生产的不锈钢管,满足工业要求。
(3) 焊缝硬度分析表明,列置双 TIG 高速焊管与单 TIG 焊管焊缝区硬度基本上在同一个水平上。组织分析表明,双 TIG 焊管的热影响区和近熔合线的柱状晶区的宽度小于单 TIG 焊接。
(4) 辅助 TIG 电弧从热和力两方面加快主 TIG 电弧熔池尾部堆积液态金属的回流,从而有效抑制驼峰焊道和咬边的产生,获得良好的焊缝成形:在列置双 TIG 电弧高速焊接过程中,辅助电弧加热主电弧熔池尾部堆积的液态金属,延长其处于液态的时间;其电弧力施加在主 TIG 电弧形成的熔池尾部的液态金属上,有促使其加速回流的作用。——论文作者:秦国梁 1 孟祥萌 1 付邦龙 1 杨成营 2 肖国栋 2
参 考 文 献
[1] LANCASTER J E. The physics of welding[M]. Oxford: Pergamon Press,1984.
[2] 张维明,武传松,秦国梁,等. 铝合金激光+脉冲 GMAW 复合焊焊缝成形的预测[J]. 机械工程学报,2013, 49(10):110-115. ZHANG Weiming,WU Chuansong,QIN Guoliang,et al. Prediction of weld shape and size for laser+GMAW-P hybrid welding of aluminium alloys[J]. Journal of Mechanical Engineering,2013,49(10):110-115.
[3] 朱明,石玗,王桂龙,等. 双丝旁路耦合电弧 GMAW 熔滴过渡特性分析[J]. 机械工程学报,2013,49(12): 50-54. ZHU Ming,SHI Yu,WANG Guilong,et al. Metal transfer behaviors in consumable double-electrode GMAW process[J]. Journal of Mechanical Engineering,2013, 49(12):50-54.
[4] 周拨云,路林,贺优优,等. 磁场在薄壁不锈钢管高速 TIG 焊中的应用[J]. 焊管,2011,24(1):54-56. ZHOU Boyun,LU Lin,HE Youyou,et al. Application of magnetic field on high speed TIG welding for thin-wall stainless steel pipe[J]. Welded Pipe and Tube,2011, 24(1):54-56.
[5] 常云龙,杨殿臣,魏来,等. 外加横向磁场对高速 TIG 焊缝成形的影响[J]. 焊接学报,2011,32(3):49-52. CHANG Yunlong,YANG Dianchen,WEI Lai,et al. Influence of magnetic controlled technology on formation of high-speed TIG welding[J]. Transactions of the China Welding Institution,2011,32(3):49-52.
[6] 刘海侠. 利用磁场改善 TIG 高速焊的焊缝成形[J]. 河北工程技术职业学院学报,2002,4(1):37-39. LIU Haixia. Use magnetic-field to improve the appearance of weld of TIG welding at a high speed[J]. Journal of Hebei Engineering & Technology Vocational College,2002,4(1):37-39.
[7] 樊丁,林涛,黄勇,等. 电弧辅助活性 TIG 焊接法[J]. 焊接学报,2008,29(12):1-4. FAN Ding,LIN Tao,HUANG Yong,et al. Arc assisted activating TIG welding process[J]. Transactions of the China Welding Institution,2008,29(12):1-4.
[8] HEIPLE C R,ROPER J R,STANGER R T,et al. Surface active element effects on the shape of GTA,laser and electron beam welds[J]. Welding Research Supplement, 1983,3:72-77.
[9] KAZUYUKI K,NISHIMURA Y. Development of high efficiency TIG welding method[R]. IIW Doc.,1998.
[10] KOBAYSSHI K,NISHIMURA Y. Practical application of high efficiency twin-arc welding method(SEDAR- TIG) for PCLNG storage tank[R]. IIW Doc.,1997.
