
 >
>大气等离子喷涂工艺参数与粉末成分对NiCrCuB 涂层成分、组织结构及性能的影响
时间:
摘要:针对如何降低 NiCrCu 涂层氧化物含量以改善涂层内粒子层间结合的问题,本研究设计了含 B 的 NiCrCu 粉末,以期通过 B 在高温熔滴飞行中的牺牲氧化并蒸发去除氧化物机制,在大气等离子喷涂条件下获得无氧化物的熔滴制备高致密的金属涂层。为此,采用粒度 30~50 μm 的 NiCrCu1.5B 和 NiCrCu4B 喷涂粉末,研究了粉末成分与大气等离子喷涂工艺参数对涂层成分、组织结构及力学性能的影响。结果表明,等离子喷涂制备 NiCrCuB 涂层时,基体在等离子射流中的受热程度对涂层氧化物含量影响显著,随喷枪移动速率和喷涂距离的增加,等离子射流对基体加热效果减弱,涂层氧化物含量显著降低。采用 NiCrCu4B 粉末制备涂层时,涂层氧含量随喷涂距离的增加而显著减小,这与迄今等离子喷涂金属合金涂层的氧含量随距离的增加而增加的规律完全相反,该结果表明 NiCrCuB 熔融粒子中的硼在粒子飞行中具有优先氧化的去氧化效应。采用含硼量为 1.2 wt.% 的 NiCrCu1.5B 粉末喷涂涂层时,涂层内氧元素含量呈先降低后增加趋势,表明 B 含量低于约 0.6 wt.% 的临界值时,无法实现完全的氧化保护,致使其他元素随飞行距离的增加逐步氧化所致。针对等离子喷涂中金属熔滴飞行中的氧化与碰撞基体沉积后的氧化两种机制,采用较高 B 含量粒子可使飞行中氧化得到抑制,通过强化熔滴沉积后的冷却过程,可显著降低涂层氧含量,达到最低氧含量值,约 0.6 wt.%。研究表明涂层的结合强度约为 40MPa,受喷涂参数的影响有限。涂层中的 B 以硼化物弥散分布使得涂层的硬度显著增加,当 B 含量从 0.2 wt.% 增加至 3.2 wt.% 时,涂层的硬度呈线性相关,从 280HV0.3 增加至 700HV0.3。
关键词:喷涂参数;NiCrCuB 涂层;成分;微观组织;力学性能;氧化机制
0 引言
液氧煤油火箭发动机因具有推力大、比冲高、可重复使用及发射成本低等一系列优点而成为各国航天运载主动力的发展方向 [1-5]。液氧煤油火箭发动机关键技术之一就是推力室冷却技术,推力室服役工况十分严苛,主要包括:(1) 燃气温度高, 3000~3800 K;(2) 壁面热流密度大,10~160 MW/ m2 ;(3) 推力室压力大,5~27 MPa,因此对推力室内壁进行强制冷却至关重要 [6]。常用的方法为在其表面制备镍基耐高温隔热金属涂层,同时推力室内壁材料选用高热导率的铜合金(Cu-Cr-Zr 或 Cu-Cr-Nb, 热 导 率 300~400 W•m-1•K-1)[7, 8]。美国 NASA 曾对各种喷涂方法制备的 NiCrAlY 涂层热导率进行了研究,其中大气等离子喷涂制备的 NiCrAlY 涂层热导率最低,为 3-10 W•m-1•K-1[9],预期可作为推力室内壁耐高温隔热金属涂层。对基于铜合金基体制备的镍基高温合金涂层的相关研究,国内外已有许多文献进行了报道 [9-12],其中 Torben Fiedler[13] 等对基于铜合金基体制备的镍基高温合金涂层在高热流密度下的损伤机理进行了研究,结果表明该涂层体系主要有以下几种失效形式:(1) 涂层与基体界面结合强度不足而造成界面开裂;(2) 涂层与基体热膨胀系数不匹配,在冷却过程中涂层内部压应力过大而导致涂层屈曲开裂,或在加热过程中涂层内部拉应力过大而导致涂层中产生垂直裂纹;(3) 涂层与基体成分差异过大从而导致在热循环过程中界面扩散产生柯肯达尔孔隙。针对其损伤机理,本文选择热膨胀系数和化学成分均介于涂层 NiCrAlY 和基体 CuCrZr 之间的 NiCrCu 合金作为中间过渡层,来达到匹配涂层与基体热膨胀系数和化学成分的目的。
大气等离子喷涂 (Atmospheric Plasma Spray, APS)由于具有可喷涂材料范围广、工艺简单及成本低廉等优点而被广泛应用于航空、航海、能源及兵器等领域 [14-16]。但由于在大气气氛下制备涂层,因此喷涂粒子在飞行过程中的氧化不可避免。本文提出通过向合金粉末中添加一定量的硼元素,利用硼元素氧化反应吉布斯自由能较低且氧化硼沸点较低的特性,在粒子飞行过程中硼元素优先发生氧化、随后氧化硼蒸发,从而达到保护合金元素抑制其氧化的目的。本文采用大气等离子喷涂方法,以 30~50 μm 的 NiCrCuB 为喷涂粉末,研究了不同喷涂工艺参数(电弧功率、喷枪移动速率、喷涂距离)对涂层成分、组织结构及力学性能的影响,并探究了抑制涂层氧化的方法,从而获得综合性能较优的涂层制备工艺参数,为制备应用于镍基高温合金涂层及铜合金基体之间的热膨胀系数及化学成分匹配的中间过渡层提供基础试验数据支持。
1 试验材料与方法
1.1 试验材料
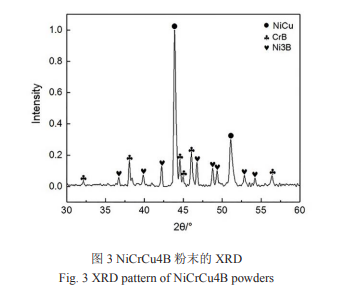
试 验 设 计 了 含 硼 量 不 同 的 NiCrCu1.5B 及 NiCrCu4B(30~50 μm) 喷涂粉末,两种粉末具体成分 (wt.%) 经 ICP 测定如表 1 所示,表面形貌如图 1 所示,粉末为近球形颗粒。通过对两种粉末断面(图 2)的观察发现,大量硼化物弥散分布于粉末中,经 XRD 分析该硼化物为硼化铬及硼化镍(图 3)。
1.2 涂层制备
以液氧煤油火箭发动机推力室内壁常用合金材料 CuCrZr 为基体,试样尺寸为 φ25.4x3 mm,喷涂前对基体进行喷砂粗化处理,并用超声清洗去除表面油污及杂质。采用大气等离子喷涂系统在预处理基体表面制备涂层,喷涂工艺参数如表 2 所示,为了优化喷涂工艺参数,在保持等离子气体流量不变的条件下,通过改变电弧功率、喷枪移动速率及喷涂距离,研究了喷涂工艺参数对涂层成分、组织结构及性能的影响规律。喷涂过程中为避免基体温度因等离子射流的加热而显著增加,在与粒子束流平行方向设置压缩空气束流对沉积涂层后的基体进行同步冷却,同时通过表面温度监测,确保每次喷涂之前涂层表面温度都低于 120℃。
1.3 涂层显微组织、成分及性能表征
采 用 扫 描 电 子 显 微 镜 (SEM,TESCAN MIRA3,Czech Republic) 表 征 NiCrCuB 涂 层 微观组织结构,结合能谱仪 (EDS) 分析涂层化学成分。使用 Image J 软件,采用图像分析法,通过扫描电镜二次电子照片统计了涂层表观孔隙率,使用 10 张照片的统计平均值作为涂层最终孔隙率;采用图像分析法,通过扫描电镜背散射电子照片统计涂层氧化物相对含量,使用 10 张照片的统计平均值作为涂层最终氧化物含量。采用 DPV-EVOLUTION (DPV-2000) 设 备, 对 飞 行粒子温度进行测定。采用德国埃尔特氮氧分析仪 (ELEMENTRAC ONH-P) 测定涂层中氧元素含量。采用 ICP-OES Aglient-5110 型电感耦合等离子体质谱仪测定涂层中硼元素含量。采用显微维氏硬度计 (HXD-1000TMC/LCD) 在涂层抛光后断面进行硬度测量,硬度测试选用载荷为 300 gf,保载时间为 20 s。采用 Instron1195 电子拉伸试验机对涂层结合强度进行测定,拉伸速度为 0.2 mm·min-1,每次拉伸试验结果取三个试样的平均值。
2 结果与分析
2.1 电弧功率对涂层组织结构的影响
采 用 NiCrCu1.5B 粉 末 在 喷 涂 距 离 为 110 mm、喷枪移动速率为 300 mm/s、电弧功率为 35 kW、40 kW、45 kW 的条件下制备的涂层断面组织如图 4 所示。可以看出涂层结构较为致密,不同功率下制备涂层的孔隙率分别为 0.82%、0.67%、 0.53%。由于等离子射流温度和速度随喷涂功率的增加而升高,因此粒子从等离子射流中获得的能量随喷涂功率的增加而增加,粒子温度和速度也相应增加。当功率增加到 45 kW 时,粒子不仅速度较高,熔化状态也较好,当其碰撞至基体表面沉积形成涂层时,粒子间结合更为充分,因而孔隙率最低。由此,在确定电弧功率为 45 kW 的条件下研究了其他参数对 NiCrCuB 涂层组织结构的影响。
2.2 喷枪移动速率对涂层微观组织结构的影响
在喷枪移动速率为 80 mm/s、300 mm/s、600 mm/s 的条件下喷涂的 NiCrCu1.5B 涂层断面组织结构如图 5 所示,可以看出涂层中主要存在深灰和浅灰两种对比度的区域,在较高倍数下(如图 6)对涂层中两种不同对比度区域进行能谱分析的结果如表 3 所示,浅灰区域(如谱图 2)各元素含量与原始粉末接近,而深灰区域(如谱图 1)氧元素含量和铬元素含量显著增加,这表明深灰区域为氧化物,且主要为氧化铬。图像分析法定性统计不同喷枪移动速率下制备的涂层中氧化物相对含量分别为 4.58%、2.72%、1.87%。此外,从涂层断面组织中可观察到,当喷枪移动速率为 80 mm/s 时,涂层内氧化物呈明显的层状分布,特别是在喷枪移动所沉积的两层之间,存在更多的氧化物。而当喷枪移动速率增加到 300 mm/s 和 600 mm/s 时,层状氧化物分布更趋均匀。不同喷枪移动速率下氧化物相对含量及分布形态的变化表明, NiCrCu1.5B 涂层的主要氧化机制包含涂层沉积后的氧化。当喷枪移动速率较低时,每沉积一层粒子,基体被等离子射流加热时间较长,已沉积涂层表面将被加热至较高温度,在下一层粒子沉积之前,已沉积的表层粒子以更高的温度在大气气氛中暴露更长的时间,因此,氧化时间更长,导致两层之间的界面附近呈现出明显的层状分布形态。而当喷枪移动速率较高时,基体被等离子射流加热的时间变短,基体或已沉积涂层表面温度相对较低,涂层沉积后的氧化程度也随之降低,氧化物层状分布形态明显弱化,同时氧化物相对含量也相应降低。为此,600 mm/s 为制备 NiCrCuB 涂层较优选的喷枪移动速率。
2.3 喷涂距离对涂层成分、组织结构的影响
上述结果表明 APS 制备的 NiCrCuB 涂层尽管组织致密,但其中氧化物含量较多,氧化物的夹杂不仅增加涂层的孔隙率,而且因阻止粒子之间的接触而影响粒子间结合。研究表明涂层中的氧化物夹杂源于金属粒子飞行中氧化与熔滴碰撞基体后露出的新鲜粒子表面在冷却过程中的氧化。在同样条件下,随喷涂距离的增加,粒子飞行距离与时间增加,飞行中累计氧化形成的氧化物相应增加,而另一方面,等离子射流对沉积粒子的加热效应随距离的增加而减弱,因此粒子沉积后的氧化将随距离的增加而减弱。为了研究不同氧化机制对 NiCrCuB 涂层中氧含量的影响,试验采用 NiCrCu1.5B 及 NiCrCu4B 两种粉末,在 80 mm 至 200 mm 喷涂距离范围内制备了涂层。
不同喷涂距离下制备的两种涂层的氧含量测定结果如图 7 所示。NiCrCu4B 涂层中的氧含量随距离的增加而减小,当距离从 80 mm 增加至 110 mm 时,氧含量从 2.89 wt.% 大幅降低至 1.57 wt.%,随距离的进一步增加,达到 150 mm 以上时,涂层氧含量降低到 1 wt.% 以下。由于粒子飞行中氧化引入的氧化物在通常条件下具有累积效应,一般随距离的增加而增加,而图 7 所示的结果与传统金属粉末制备涂层的结果完全相反,这意味着 NiCrCuB 涂层的氧化主要源于熔滴沉积后的氧化所致。
熔融粒子表面平均温度在飞行过程中的演变规律测定结果如图 8 所示,NiCrCu4B 粒子的平均温度尽管随距离的增加而降低,但即使达到 200 mm 时也仍然高于 2000℃。由于硼与氧的亲和力大于粉末中其他合金元素与氧的亲和力,因此,熔融粒子在飞行中将发生硼的优先氧化而形成氧化硼,由于熔滴温度显著高于氧化硼的沸点,一旦硼在熔滴表面氧化后,氧化硼将蒸发为气态,因此,熔滴中的硼可有效抑制其他合金元素的氧化,从而使得飞行熔滴中氧化物难以留存。
从图 7 所示的 NiCrCu1.5B 涂层的氧含量随距离的变化可以看出,在距离较短的 80 mm~110 mm 范围内,涂层的氧含量随距离的增加而降低,这与 NiCrCu4B 涂层的变化一致,而距离进一步增加时,涂层的氧含量呈现增加趋势。这一结果表明粒子飞行中的氧化在距离大于 110 mm 后加剧。由于熔滴温度如图 8 所示,在所涉及的距离范围内高于 2000℃,熔滴中的硼具有去氧效应,但图 7 的结果意味着熔滴中硼的去氧效应随距离的增加而呈现显著减弱的现象,认为该现象与粒子中的硼含量有关。从图 9(a) 所示的涂层中硼含量的测试结果可以发现,随粒子飞行距离的增加涂层硼含量减少,该结果与硼氧化形成的氧化硼在飞行中气化的理论分析结果一致。对于 NiCrCu1.5B 涂层,在距离 200 mm 处硼含量从粉末的 1.2 wt.% 降低至约 0.2 wt.%,比较两种粒子在飞行中的硼的减少量(图 9(b))即硼的消耗量可以看出,考虑到粉末粒径分布都相同的特点,NiCrCu1.5B 粒子因温度稍低可能致使氧化速度慢,从而使得硼消耗量较小,硼消耗量越少,用于氧化保护的硼越少,保护效果越差,这也是 NiCrCu1.5B 涂层中氧含量在距离大于 110mm 后随距离的增加而增加的原因。
根据熔滴温度,可以认为硼的去氧效应存在两种机制:在熔滴表面形成完全保护而防止其他元素氧化的去氧机制;熔滴表面部分保护与熔滴中氧化还原保护。当硼含量充分,且内部的硼可快速输运至表面时,熔滴周围气氛中的氧仅与硼发生反应,因而熔滴中将不存在以氧化物形式存在的氧,涂层中的氧仅源于沉积后扁平粒子表面氧化的贡献。基于该机制,涂层中的氧含量将随距离的增加而降低。而当熔滴表面的硼不足以氧化消耗熔滴表面附近的氧时,将发生其他合金元素的氧化,在此情况下如果形成的氧化物在熔滴中也不能与硼接触被还原,氧化物将随熔滴沉积于涂层中,硼的含量越低,该机制对涂层中氧化物含量的贡献就越大,因此,随距离的增加氧化物含量将增加。基于以上理论分析,意味着对于特定的熔滴将存在特定临界硼含量,当硼含量大于该临界值时,上述第一种机制起控制作用,当硼含量小于临界值时,第二种机制起控制作用。根据图 7 与图 9 所示结果,可以认为临界硼含量介于喷涂距离为 110 mm 与 140 mm 时制备的 NiCrCu1.5B 涂层的硼含量之间,即 0.5~0.6 wt.% 之间。该结果对于粉末硼含量的设计具有重要的指导意义。上述结果说明采用 NiCrCu4B 粉末制备涂层时,熔融粒子飞行全程都可实现基于硼元素优先氧化的去氧机制,因此涂层中氧化物主要来自于涂层沉积后的氧化,而沉积后的氧化取决于被等离子射流加热的基体的表面温度,当喷涂距离越远时,基体受热程度越小,表面温度越低,因而涂层沉积后的氧化导致的氧化物含量也相应降低。而对于含硼量仅为 1.2 wt.% 的 NiCrCu1.5B 粉末,仅在喷涂距离小于 110 mm 的范围内可实现基于硼元素优先氧化的去氧效应,而当距离进一步增加时,由于硼的氧化消耗使得其含量不足以实现熔滴在飞行中的氧化防护,将发生其他元 素在飞行中的氧化,从而增加涂层中的氧化物含量。
相关知识推荐:核心期刊发表论文对字数要求严格吗
不 同 喷 涂 距 离 下 大 气 等 离 子 喷 涂 的 NiCrCu1.5B 与 NiCrCu4B 两种涂层的断面组织结构如图 10 和图 11 所示,从其微观组织可以看出,两种涂层内粒子间结合状况良好,采用图像分析法统计涂层表观孔隙率,不同喷涂距离下 NiCrCu1.5B 涂层的孔隙率依次为 0.41%、0.55%、 0.63%、0.73%、0.80%,NiCrCu4B 涂层的孔隙率依 次 为 0.32%、0.35%、0.25%、0.24%、0.19%,两种涂层孔隙率均在1%以下,涂层组织较为致密。 NiCrCu1.5B 涂层内氧化物相对含量呈现先降低后增加的趋势,这与氧含量的测试结果一致,在距离较小的 80 mm 与 110 mm 制备的涂层内,氧化物以相对断续的形态分布,而随距离的增加,不仅氧化物含量增加,且在粒子界面处呈现显著的连续分布形态。NiCrCu4B 涂层内氧化物的分布状态与 NiCrCu1.5B 在距离较小时的分布相当,即呈现长带状分布,这一分布形态与熔滴沉积后的表面氧化有关。
2.4 基体背面加装冷却气对涂层成分的影响
由于 NiCrCuB 涂层的氧化机制包含粒子飞行过程中的氧化和涂层沉积后的氧化,其中飞行过程中的氧化通过添加硼元素优先氧化蒸发来抑制。上述研究结果表明含硼量较高的 NiCrCu4B 粉末,其去氧机制将在粒子飞行中一直发挥作用,涂层的氧含量仅在熔滴碰撞基体后的冷却过程中引入。为了证明这一机制,考虑到熔滴沉积后的冷却凝固过程越快,高温氧化时间将越短,因而涂层沉积后的氧化程度主要取决于喷涂过程中基体表面温度,为此在常规喷涂的基础上,本试验通过在基体背面加装冷却系统,采用压缩空气对试样背面强化冷却,研究强化冷却对涂层氧含量的影响,喷涂过程示意图如图 12 所示。对不同喷涂距离下制备的 NiCrCu4B 涂层内氧含量与硼含量的测量结果如图 13 及 14 所示。硼元素的消耗由于发生在粒子飞行过程中,如图 13 所示,与基体的冷却无关,仅随距离的增加而以相同的程度消耗而降低。尽管涂层内氧含量随距离的增加而降低,但加强基体冷却后,各喷涂距离下涂层中氧含量均大幅降低,尤其是当喷涂距离为较小的 80 mm 时,涂层内氧含量从 2.89 wt.% 降低至 1.41 wt.%,降低了一半以上;当距离进一步增加至 200 mm 时,强化冷却制备的涂层中的氧含量降低至约为 0.6 wt.% 的水平。考虑到在不存在去氧机制下粒子飞行中氧化引入氧化物所具有的累积效应,以及熔滴沉积后的氧化动力学特征,该结果表明 NiCrCu4B 粒子飞行中合金元素的氧化得到了完全抑制,涂层中的氧完全源于熔滴沉积后的氧化引入。因此,通过熔滴沉积后冷却过程的控制可显著降低涂层中的氧或氧化物含量,从而进一步改善涂层的性能。
2.5 NiCrCuB 涂层硬度与结合强度测定
测试不同喷涂距离下喷涂的 NiCrCuB 涂层的显微硬度结果如图 15 所示。用两种粉末制备的涂层硬度均随喷涂距离的增加而降低,其中 NiCrCu1.5B 的 硬 度 从 420 HV0.3 降 低 至 283 HV0.3,NiCrCu4B 涂层硬度从 699.2 HV0.3 降低至 568.4 HV0.3,两种涂层硬度的差别较大。考察涂层硼含量与涂层硬度的关系发现,涂层硬度随硼含量的增加呈近线性增加的关系(图 16),这一关系与硼含量对 CuNiB 合金硬度影响的规律类似 [17]。对于在喷涂距离为 80 mm、电弧功率为 45 kW、喷枪移动速率为 600 mm/s 的参数条件下制备的 NiCrCu4B 涂层 XRD 谱图(图 17)分析可得,涂层中的硼以硼化铬和硼化镍的形式弥散分布于涂层中,而硼化物硬度较高,随硼含量的增加弥散分布的硼化物强化相含量增加,使得涂层的硬度增加。两种粉末在不同喷涂距离下制备的涂层结合强度测试结果如图 18 所示,涂层结合强度随喷涂距离的增加并无明显变化,均在 40 MPa 左右, NiCrCu4B涂层的结合强度比NiCrCu1.5B涂层稍高。
3 结论
本文采用两种硼含量不同的 NiCrCuB 粉末,在喷涂功率为 35 kW~45 kW、喷枪移动速率为 80 mm/s~600 mm/s、喷涂距离为 80 mm~200 mm 的参数范围内,对飞行粒子温度、涂层成分、微观结构、孔隙率、硬度及结合强度进行了研究,探讨了大气等离子喷涂工艺参数对 NiCrCuB 涂层成分、组织及力学性能,特别是氧化引入的氧含量的影响规律,以期为获得氧化物含量低、结构致密的 NiCrCuB 涂层制备提供粉末成分设计与工艺优化依据。通过系统研究得到了以下主要结论: (1) 在本研究的喷涂参数范围内,都可制备涂层孔隙率低于 1 wt.% 的致密 NiCrCuB 合金涂层,但涂层中存在较高含量的以氧化铬为主的氧化物;等离子喷涂制备 NiCrCuB 涂层时氧化物含量受喷涂中基体受热影响显著,随喷枪移动速率和喷涂距离的增加,等离子射流对基体加热效果减弱,涂层氧化物含量显著降低。 (2) 采用 NiCrCu4B 粉末制备涂层时,涂层中氧含量随喷涂距离的增加而显著减小,这与迄今等离子喷涂金属合金涂层的氧含量随距离的增加而增加的规律完全相反,该结果表明 NiCrCuB 熔融粒子中的硼在粒子飞行中具有优先氧化的去氧化效应。 (3) NiCrCuB 粒子加热后优先氧化的去氧化物效应依赖于熔融粒子的硼含量与温度。由于硼与氧的亲和力显著大于粉末中其他元素与氧的亲和力,粒子熔化后硼将优先氧化而防止其他元素氧化。由于熔融粒子温度超过氧化硼的沸点 1860℃,硼不断优先氧化形成的氧化硼并快速气化去除了熔滴中的氧化物,因此 NiCrCuB 粒子沉积后不存在随飞行距离的增加而氧化物含量增加的现象。 (4) 采用含硼量为 1.2 wt.% 的 NiCrCu1.5B 粉末喷涂涂层时,涂层内氧元素含量呈先降低后增加趋势,这是因为随硼的氧化消耗,其含量低于约 0.6 wt.% 的临界值时,无法实现完全的氧化保护,致使其他元素随飞行距离的增加逐步氧化所致。 (5) 针对等离子喷涂中金属熔滴飞行中的氧化与碰撞基体沉积后的氧化两种机制,在熔融粒子含硼量充足的条件下,前者被抑制,而后者与沉积后的高温滞留时间呈正相关性,因此,强化熔滴沉积后的冷却过程,可显著降低涂层氧含量。当在试样基体背面通过压缩空气强化冷却后, NiCrCuB 涂层的氧含量降低一半以上。——论文作者:孙浩,董昕远,任媛,雒晓涛,李成新,Mahrukh M.,朱永胜,李长久 *
参考文献
[1] 张贵田 . 高压补燃液氧煤油发动机 [M]. 北京 : 国防工业出版社 , 1993.
[2] 谭永华 . 大推力液体火箭发动机研究 [J]. 宇航学报 , 2013, 34(010): 1303-1308.
[3] 李斌 , 张小平 , 马冬英 . 我国新一代载人火箭液氧煤油发动机 [J]. 载人航天 , 2014, 000(005): 427-431.
[4] 鲁宇 , 王小卫 , 高朝辉 , 等 . 重复使用运载火箭技术进展与展望[J]. 导弹与航天运载技术, 2017, 000(005): 1-7.
[5] 李斌 , 张小平 , 高玉闪 . 我国可重复使用液体火箭发动机发展的思考 [J]. 火箭推进 , 2017, 43(001): 1-7.
[6] 曾立. 液氧/煤油火箭发动机推力室冷却计算[D]. 西安: 西北工业大学航天工程学院 , 2003.
[7] 陈建华 , 张贵田 , 夏开红 , 等 . 液氧煤油发动机高压推力室冷却技术 [J]. 宇航学报 , 2008, 029(001): 242- 245+259.
[8] Fiedler T, Baker M, Rosler J. Large heat flux exposureof metallic coatings for rocket engine applications[J]. Surface and Coatings Technology, 2017, 332(25): 30-39.
[9] Jain P, Raj S V, Hemker K. Characterization of NiCrAlY coatings for a high strength, high conductivity GRCop-84 copper alloy[J]. Acta Materialia, 2007, 55(15): 5103-5113.
[10] Schloesser J, Baker M, Rosler J, et al. Thermal barrier coatings on copper substrates for rocket applications[J]. Jsmme, 2010, 4(2): 189-195.
[11] Schloesser J, Baker M, Rosler J. Laser cycling and thermal cycling exposure of thermal barrier coatings on copper substrates[J]. Surface & Coatings Technology, 2011, 206(7): 1605-1608.
[12] Fiedler T, Hentirch T, Rosler J, et al. Design of a nickel based bond-coat alloy for thermal barrier coatings on copper substrates[J]. Metals, 2014, 4(4): 503-518.
[13] Fiedler T, Gross R, Rosler J, et al. Damage mechanisms of metallic HVOF-coatings for high heat flux application[J]. Surface & Coatings Technology, 2017, 316: 219-225.
