
 >
>电控VE泵在小排量3缸柴油机上的优化应用
时间:
摘 要:电控 VE 泵因其精细化的制造工艺,在小排量多缸柴油机上得到广泛应用。为满足非道路柴油机国三、国四排放标准要求,从燃油喷射匹配、小排量多缸柴油机制造技术的一致性控制等方面进行了改进,并进行了试验。试验结果表明,通过整改方案,发动机排放完全满足非道路柴油机国三排放标准要求,为之后的非道路柴油机国四排放标准的实行提供了可行基础。
关键词:电控 VE 泵 优化应用 柴油机
引言
对电控 VE 泵进行改进以及对小排量 3 缸柴油机的制造精度进行控制,并且进行试验验证。试验证明,小排量多缸柴油机的排放问题可以得到解决,拓宽了小排量高转速柴油机的应用范围。
1 小排量 3 缸柴油机目前存在的问题
目前,国内市场上,小排量 3 缸柴油机的燃油喷射系统大都采用机械直列泵,燃油喷射的一致性难以调整和控制,排放的一致性差,满足非道路柴油机国三排放标准的柴油机很少,满足即将实行的非道路柴油机国四排放标准[1]更加困难。目前,排量在 1.0L 以下的多缸柴油机满足非道路柴油机国四排放标准的极少,主要原因为排放一致性控制是难点,燃油喷射系统不能满足小排量柴油机需要是关键问题。
采用电控 VE 泵,可实现对每循环喷油量更精确的控制,更好地适应柴油机不同工况低排放的需要[2]。对喷油正时的电控调整、优化,能很好地实现柴油机性能最佳和排放最低[3]。
为了满足非道路柴油机国四排放标准,本司设计了一款功率为 14.5 kW(3 600 r/min)、排量为 0.76 L 的 3 缸水冷柴油机。采用电控 VE 泵,对喷油正时进行电控调整,降低了燃油消耗率和颗粒物排放。本款柴油机的相关技术已获得多项专利,处国内领先水平。
2 降低小排量 3 缸柴油机排放的措施
本司与南京威孚金宁有限公司合作开发的电控 VE 泵燃油喷射系统,拓宽了电控 VE 泵在小排量柴油机上的应用范围,主要解决了以下几个方面的问题:
1)对系统整体进行了优化设计,满足了小排量柴油机更高转速的需求,转速 > 5 000 r/min;
2)提高了柱塞偶件精度和喷油泵喷射压力,VE 泵的喷射压力高达 145 MPa 以上,使燃油喷射更加均匀,降低了燃油消耗率,提高了效率,有效降低了颗粒物排放;
3)ECU 电控单元优化,提高了运算速度,运算速度 > 40 MIPS,完全满足位置式 VE 泵控制的需要;
4)优化了提前器控制阀以及与其配套的位置传感器精度,提高了测量活塞移动距离,测量精度稳定在 0.01 mm,相当于提高了喷油提前角的精度;
5)进行了柴油机多工况的 map 图标定。包括发动机外特性标定、整车驾驶性能标定、排放标定。
通过对 VE 泵 map 图的实际匹配标定,动力性能和排放性能均取得了良好的效果,完全能够满足当前非道路柴油机国三排放标准要求。
3 提高发动机制造精度以满足电控 VE 泵的需要
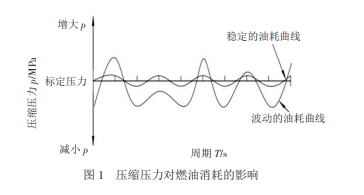
试验表明,发动机的压缩压力、工作温度等对电控 VE 泵的燃油喷射特性有较大影响。稳定的压缩压力,使油耗曲线比较稳定,波动小。压缩压力对燃油消耗影响较大,压缩压力波动大,油耗变动量大。
3.1 压缩压力对燃油消耗的影响
提高零部件制造精度,保证各缸的压缩压力基本一致,压力差控制在 3%以内。压缩压力对燃油消耗的影响如图 1 所示。
3.2 发动机温度控制对燃油喷射规律的影响
发动机的温度对电控 VE 泵的工作温度有较大影响,通过试验测试,冷却液温度控制在(85±5)℃、机油温度控制在(90±10)℃时,排放较为稳定。
本文在发动机温度控制上采取了以下措施:
1)对发动机冷却系统进行了优化设计,满足最佳工作温度需求;
2)控制机油温度,使柴油机在最佳温度状态下 工作。本司设计了一个带冷却装置的油底壳,经散热器冷却后的出水进入冷却装置,然后流经发动机进行冷却循环。此项技术获得了专利。另外,保证最佳的机油工作温度,对加快提高冷机状态下的温度也有好处。带冷却装置的油底壳结构如图 2 所示。
3.3 控制 VE 泵的回油温度
试验表明,燃油泵回油温度对燃油喷射量的影响较大,对动力性能有较大影响,随之影响柴油机的排放性能。为了获得最佳的回油温度,本文设计了一款附带散热装置的油箱,保证了最佳的回油温度。
4 消除机油消耗量对排放的影响
柴油机在工作时通过活塞环与气缸壁消耗的机油占总机油消耗量的 70%以上,通过气门油封消耗的机油占比约为 10%,通过曲轴箱通风系统消耗的机油占比约为 10%。虽然机油消耗的产生部位不同,但绝大部分都参与燃烧并且其燃烧产物随尾气排出。机油参与燃烧并且燃烧产物随尾气排放的这一特点,决定了它对发动机的颗粒物排放有着直接的影响。
可从以下几个方面减少机油消耗,降低颗粒物排放。
4.1 优化发动机零部件加工精度,减少发动机的机油消耗
缸体:采用一体化设计,增加柴油机机体的刚性;优化冷却水套设计,尽量减少缸孔变形;优化铸造后的热处理工艺,提高材料硬度;优化机加工工艺,如带工艺缸盖进行缸孔精加工,减小缸孔的变形量。缸体密封性增强,使柴油机在热状态下变形量减少,阻力减小,有利于柴油机的冷起动。
活塞:控制活塞压缩高的精度,保证燃烧室容积,提高表面质量。
活塞环:适当增加油环的切向弹力、增大活塞环与气缸壁面的接触面积、优化活塞回油孔的布置位置等。
曲轴箱通风:曲轴箱通风系统结构优化能提高油气分离效率。设置二次分离机构,增强分离能力,使沉淀干净机油重新流入曲轴箱底部,使油气分离更彻底,从而降低了机油消耗率。如图 3 所示。
4.2 使用全合成机油
相比半合成机油或矿物机油,全合成机油稳定性更好,在高温下减少了机油的蒸发量,控制了气缸壁面油膜蒸发,有利于减少灰分颗粒物排放。
4.3 控制柴油机工作时的最高温度
机油温度对机油消耗有较大影响,通过试验测得,柴油机的水温控制在 95 ℃以内对机油消耗影响较小。所以,各终端机械在匹配时必须严格控制发动机的最高水温。
通过以上措施使柴油机的机油消耗率由原来的 0.7 g/(kW·h)降低到 0.4 g/(kW·h),从而降低了颗粒物的排放量。
5 喷油器的压力设置与动力的优化匹配
通过对喷油器压力进行设置,对比排放测试结果可知,喷油压力设置在 11.5~12.5 MPa,可获得比较理想的动力特性曲线,经济性好,可靠性高。
6 进气量优化
进气量的大小决定了活塞到达上止点时最终气体压缩量的大小,从而影响气体压缩压力的大小。进气量偏差宜控制在 0.5%以内。优化措施如下:
1)优化气道设计,尤其是进气道设计。试验表明,经改进的气道提高了流量系数,增大了进气量,提高了发动机的功率,降低了燃油消耗率。
2)将气门间隙的偏差控制在 0.05 mm 以内。
3)将配气相位的制造总偏差控制在 2 °CA 以内。
4)控制气门的泄漏量。经过对发动机整机的优化和对 VE 泵的优化设计,发动机排放完全满足非道路柴油机国三排放标准要求,为即将实行的非道路柴油机国四排放标准奠定了基础,拓宽了电控 VE 泵在小排量多缸柴油机上的应用,经济性好,可靠性高,降低了产品的制造成本,市场前景良好。
7 结论
经过对电控 VE 泵进行优化、对柴油机设计进行改进以及对喷油器压力进行调整,使小排量多缸柴油机的排放得到了控制,解决了非道路小排量多缸柴油机燃油喷射系统的难题,为小排量非道路柴油机国四排放标准的实行奠定了基础。该优化方案拓宽了电控 VE 泵的应用范围,市场前景良好。——论文作者:白治峰 李波军 牛泉州 左上清
参考文献
1 环境保护部、国家质量监督检验检疫总局. GB20891-2014 非道路移动机械用柴油机排气污染物排放限值及测量方法 (中国第三、四阶段)[S]. 北京:中国环境科学出版社, 2014
2 陈左安. 基于步进电机执行器的电控 VE 泵试验研究[J]. 内燃机与动力装置,2013,30(3):1-3+8
3 温任林,华旸. 应用电控 VE 分配泵降低汽车柴油机排放的研究[J]. 柴油机,2003(4):39-42
