
 >
>PPI十字转子制造工艺研究
时间:
摘要:对34CrMo1A材质的PPI十字转子的冶炼、锻造、热处理工艺进行研究,经各项检测,力学性能、超声检测及磁粉检测的检验结果均满足技术要求,充分验证了其炼钢、锻造、热处理工艺的合理性及可行性。
关键词:34CrMo1A钢;十字转子;锻造;调质;数值模拟
转子作为发电机设备的心脏,因使用工况复杂而要求较高的综合性能。PPI十字转子又称无刷励磁同步发电机转子,除了普通转子要求的高性能外,还对磁性能有较高的要求。
34CrMo1A和34CrNi1Mo均为转子锻件常用材质,34CrNi1Mo因含有较高的Cr、Ni成分被常用于综合性能较高的转子锻件。某用户订货的PPI十字转子因使用工况及工作环境复杂、恶劣,一直以来均选用34CrNi1Mo材质。近几年,用户机组升级换代,也为降低锻件采购成本,决定更换十字转子材质为34CrMo1A,为保住客户资源,提升工艺水平,我公司优化制造工艺,成功制造出符合用户要求的PPI十字转子。
1技术指标及要求
1.1熔炼成分
锻件材料为34CrMo1A,具体熔炼成分要求见JB?T7026—2004,冶炼过程中S内控≤0.019%。
1.2力学性能要求
调质热处理后,在两端和转身5处进行硬度均匀性检测,每处圆周均布测4点,共20点,要求同一圆弧表面硬度差≤30HBW,所有点硬度差≤40HBW。
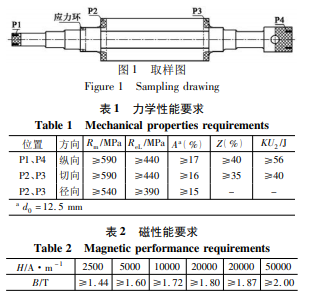
硬度检测合格后按图1取样,表1为力学性能指标值,表2为磁性能要求值。具体取样如下:
(1)在两端P1、P4位置各套取两个拉伸试样、两个冲击试样,取样中心距锻件表面1?3半径处。
(2)在转子轴身两端P2、P3位置取切向、径向及磁性能试样,切向每个位置取四个拉伸试样、三个冲击试样,径向每个位置取三个拉伸试样、三个冲击试样,磁性能每处取两个试样,磁性能要求见表2。
按照图1位置,用切环法做残余应力,残余应力σt不应大于切向实测屈服值的10%。
1.3超声检测要求
调质并加工外轮廓后,对锻件进行全覆盖超声检测,超声检测方法采用标准ASTMA388?A388M:2007,验收标准为JB?T7026—2004。
1.4磁粉检测要求
出厂加工并经尺寸检验合格后,要求对轴承部位、圆弧角及极身上所有凸极四周过渡部位进行磁粉检测,磁粉检验方法采用标准ASTMA275?A275M:2008,验收标准为JB?T7026—2004。
2生产过程及热处理工艺设计
十字转子锻件的制造主要工序如下:冶炼钢锭、锻造成型、锻后正火加回火、调质热处理、各项性能检测。
2.1冶炼与铸锭
采用“电炉粗炼+精炼+VD+底注”方法冶炼钢锭,锭重37t。锻件综合性能要求较高,需对冶炼过程进行严格控制,以提高钢锭纯净性,炼钢控制要点如下:
(1)原材料选用优质废钢和优质生铁,内控残余元素,防止Sn、As、Bi、Sb等元素超标[2]。
(2)碱性电炉粗炼钢水,采用深度吹氧去除钢水中的有害元素。
(3)精炼炉精炼,在真空条件下采用氩气搅拌,使气体随同氩气气泡一同上浮,净化钢液[3]。
(4)采用底注浇注,在浇注时钢水上升过程中,型腔及钢水中夹杂物有效上浮,聚集到冒口部位,锻件本体的偏析、夹渣、裂纹等产品缺陷可以得到有效解决,也使得锻件性能稳定可靠。
2.2锻造阶段
钢锭利用率为70%,保证了底部及冒口的切除率,使成分偏差在合理的范围,要求冒口切除率占锭身重的18%,底部切除率占锭身重的3%。
锻造过程采用两镦两拔,实际锻造比大于等于5,确保锻件锻透,有效将粗大的钢锭铸造组织打碎,压实、焊合钢锭中的疏松和空洞等缺陷,确保无损检测合格。第一火,利用钢锭冒口压钳把,钢锭锭身倒棱后压成圆柱,之后切除钢锭底部,第二火,镦粗工序,采用连续镦粗变形,保证镦粗变形量,拔长工序,采用上、下平砧大压下量拔长,宽砧强压法确保拔长锻比,控制每砧压下量均匀一致,尽可能得到相对均匀细小的锻造组织。
控制较低的终锻温度以保证锻件结构紧密并细化晶粒,防止过高的终锻温度使晶粒长大。
2.3锻后正火加回火
锻造完成后进行正火加回火,以消除锻件内部应力、改善晶粒混晶情况,另外,在650℃左右回火,使锻件芯部气体尤其是氢含量扩散到表面,进而排出锻件本体,有效防止了白点的产生。锻后正火加回火曲线见图2所示。
2.4调质热处理
在制定调质热处理工艺前,利用Forge有限元数值模拟软件对PPI转子预先进行了淬火工艺模拟优化,模拟结果如图3所示。由图3可以看出,锻件在整个淬火过程中,锻件外圆表面的拉应力不超过300MPa,因此锻件在淬火过程中开裂的风险极低。在整个锻件心部的大部分区域,组织分布以贝氏体为主,有少量的铁素体,说明热处理工艺能达到很好的效果,获得良好的综合力学性能。
相关知识推荐:怎么降低核心期刊发表论文难度
基于数值模拟结果编制了合理的调质热处理曲线,见图4。在锻件热处理过程中装上铠装热电偶,测试锻件表面的实际温度。
3试验验证与分析
3.1成品分析结果
锻件成品分析见表3。P、S、Cu的含量均控制在较低的水平,氢含量为0.55×10-6,远低于技术要求。其余成分均满足要求。
3.2力学性能
硬度检测结果见表4,可以看出,各部位圆周方向上硬度值差值最大的为轴身处,差值为18HBW。全部硬度值中最大差值为27HBW,整体硬度值较均匀,符合技术要求。力学性能结果见表5,从结果可以看出,综合性能较好,纵向P1屈服强度平均值较要求值高出38%,抗拉强度平均值较要求值高出32%;纵向P4屈服强度平均值较要求值高出31%,抗拉强度平均值较要求值高出29%。切向和径向的强度值更高,最高的为P2处的径向值,屈服强度和抗拉强度分别比要求值高出59.6%和43.7%。各处冲击值均大于80J,最大冲击值为P3处径向冲击,冲击值高达164J。
磁性能检测结果见表6,从表中可以看出,磁性能结果符合技术要求,满足了34CrMo1A材料对磁性能的要求。
综上,锻件的综合力学性能良好。
3.3超声检测
调质热处理完成并经过机加工后,对全部外圆进行超声检测。检测结果显示锻件无可记录缺陷,无超标缺陷,符合JB?T7026—2004标准。
3.4磁粉检测
锻件出厂加工后按要求对轴承部位、圆弧角及极身上所有凸极四周过渡部位进行磁粉检测,检测结果显示,所有检测表面均无长度超过1mm的缺陷。
4结论
(1)PPI转子的材质为34CrMo1A,材料较为常见,采用研究的生产工艺,包括炼钢、锻造、锻后热处理及调质热处理等,通过各项指标检测,生产的转子锻件均满足性能要求,说明其整体工艺合理、可行。
(2)PPI转子成品形状较为特殊,机加工及取样难度较大,在实际过程中,通过数控加工及样板测量,成功完成了机加工过程。
(3)首次利用数值模拟得到淬火时的组织和应力分布情况,根据经验及模拟手段得出合理的调质曲线,产品力学性能、磁性能、硬度等各方面均符合要求。——论文作者:李光磊刘世超牛玉温王旭颖常春青
