
 >
>冷轧平整机延伸率控制系统应用
时间:
摘要:延伸率控制是平整工艺中控制带钢力学性能的指标,延伸率的调节一般通过轧制力、张力和速度来控制,将不同工艺品种(带钢钢种、延伸率、宽度、厚度等)的带钢进行二次轧制变形,使带钢获得良好的组织性能和力学性能。延伸率的控制是平整机的其中一个核心控制参数,延伸率的影响因素主要有张力、轧制力,也与带钢的材料及厚度有关。能够对延伸率进行精准的控制是平整机控制系统的基本要求。
关键词:平整机;延伸率;控制
引言
冷轧厂连退机组冷硬卷带钢经连续退火炉通过退火工艺再结晶降低带钢硬度、消除冷加工硬化、改善带钢的性能、恢复带钢的塑性变形能力其表面质量和内部组织结构都发生了变化成软质状态,因此带钢不能直接供给用户使用,必须经过平整机处理(用较小的压下量对退火后的带钢进行再冷轧。带钢表面质量的改善程度与平整轧制力的大小有关)改善带钢的板型消除屈服平台加工带钢表面要求的粗糙度。由于平整机组的压下量很小,难以测量测带钢的厚度偏差。所以用延伸率的指标作为平整带钢厚度变化的等效值。
1.延伸率控制系统概述
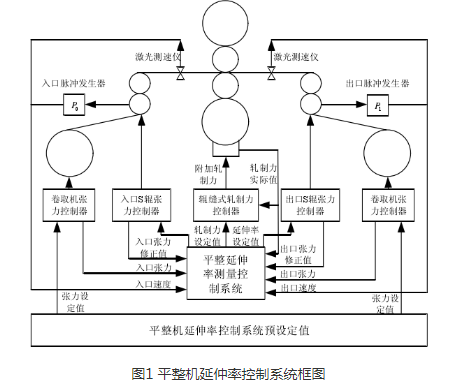
延伸率控制系统在平整机控制系统中属于上级控制系统,包括了辊缝式液压压下控制系统、张力式控制系统、直流调速系统等下级子控制系统。平整机延伸率控制系统的总体示意图如图1所示。
目前平整机设置的延伸率控制主要有3种模式,他们的控制区别为:
①轧制力控制模式:平整延伸率只由平整机压下的轧制力调节。
②张力控制模式:平整延伸率只由平整机的张力调节。
③轧制力+张力控制模式:延伸率以轧制力和张力同时控制可以根据带钢的厚度自动切换轧制力控制、张力控制、轧制力+张力控制模式以及自动根据带钢厚度趋势对轧制力控制调节量、张力控制的调节量的主、次分配(即哪种控制方式作用效果好就以此控制模式为主调节量),轧制力和张力控制量按厚度系数分配给各自的调节量附加值,在带钢厚度在0.4以下轧制力调节对于延伸率控制的效果已经十分不明显,主要以张力控制模式调节延伸率。0.4-1.0厚度带钢,采用轧制力+张力控制复合模式。1.0以上,以轧制力更容易控制延伸率。
相关期刊推荐:《工程建设与设计》(月刊)创刊于1953年,由国家机械工业局工程建设中心、中国机械勘察设计协会、中国中元国际工程公司联合主办。期刊以设计师、工程建设人员、管理人员为主要读者对象,以工程建设项目实施全过程优化为宗旨,以介绍先进设计技术为主要内容,是工程设计行业一份重要的综合性科技期刊。
目前连退机组平整机生产主要采用轧制力+张力的延伸率控制模式,可以全自动、智能化、精确控制延伸率。
2.平整机延伸率控制的方法
2.1控制前后S辊的速度差值以改变延伸率的方法
具体原理图如图2所示,在基于轧制压力基本恒定的情况下,通过实测的延伸率与其给定值的差,作为调节前后S辊速度的信号,产生的速度差形成了一定张力,张力大小与速度差成正比关系,既而通过张力改变了延伸率。但是这种控制不是张力闭环,不受张力系统的控制。
2.2带钢张力系统闭环控制延仲率的方法
张力系统利用实测的延伸率与其给定值的差作为系统输入信号,系统中的S辊、开卷机和卷取机都以力矩方式进行调节,直接改变带钢上的张力来实现延伸率的控制。这种方式下主轧机通常只是速度控制。
在这种控制模式下,平整机机架上主要是以速度的调节方式,采用调节张力并控制延伸率只能用在带钢厚度为0.4mm以下的薄带钢,大量实践证明,带钢厚度较大时,以张力控制方式进行调节延伸率的效果就越差,反之,带钢厚度较小是,调节的效果会越好,而厚度大于1.0mm的带钢,以张力控制方式进行调节效果较差,另外一种情况是当带钢的厚度比较小时也不能持续增加张力,这样容易断带,当带钢的厚度低于0.4mm时,张力控制延伸率能平整出质量较高的带钢,当带钢厚度在0.4~0.6mm时,张力控制的效果会减小,利用轧制力与张力同时进行控制延伸率,由于张力的调节效果此时还是比轧制力调节效果好,所以在这个过程中张力控制还是主要的控制方式,当带钢厚度大于0.6mm时,可利用辊缝式调节延伸率的方法进行控制。
2.3改变轧制力控制延伸率的方法
利用实测的延伸率与其给定值的差作为轧制力系统的输入信号,改变轧制压力值大小来实现延伸率的控制,此时,传动系统可工作在速度控制或张力控制状态。
将延伸率设定值与延伸率反馈值之间的误差转换为相对应的轧制压力,用来调节原来设定的轧制压力值,用转换后的轧制压力对延伸率的控制,若用这种方法对延伸率进行控制时,主机、开卷机、卷取机的传动系统则要在任意速度下自由运行,而辊缝式调节带钢的延伸率时正好与张力式调节延伸率的响应相反,从现场的实际应用中总结出,当带钢厚度大于0.6mm时,辊缝式轧制对延伸率的调节效果较好;当带钢厚度在0.4~0.6mm区间时,辊缝式轧制对延伸率的调节效果则会变差,此时需要利用张力式与辊缝式同时作用来控制延伸率,而当带钢厚度小于0.4mm时,辊缝式轧制对延伸率的调节就会明显变差,此时必须利用张力式调节延伸率的方法来对带钢进行控制。
结语
平整轧制是保证冷轧带钢成品质量的最后一道并且非常重要的工序,而延伸率是平整机在轧制过程中控制带钢质量的唯一力学性能指标,延伸率的值是根据带钢组织结构和最终用途所确定的,它的大小和均匀程度也会直接影响带钢的平整质量好坏和加工性能的提高。通过现场实践与不断的改进,单机架平整机的平整工艺和产品的质量都达到很高的阶段。但是延伸率的总体控制依然不完善,它阻碍了带钢生产的正常运行与各项经济技术的前进。本文中,根据延伸率的特点以及控制原理,分析了延伸率与带钢板厚之间的关系,利用智能控制在控制领域的优点,对延伸率控制系统及控制方法进行了研究。——论文作者:李进宝 1 邵彦生 2
