
 >
>电火花线切割加工与快速成型加工的比较分析
时间:
摘要: 随着我国的科技加速发展,特种加工技术也随着时代发生了许多次变革,如今在当代社会中已经得到广泛的应用和发展。现在已经形成很多的特种加工的技术门类,特种加工技术的应用,为进一步提高机械工业工艺水平带入了理论依据[1]。本文主要介绍和比较了电火花线切割和快速成型的特点。
关键词:特种加工;机械工业工艺;电火花线切割加工;快速成型加工
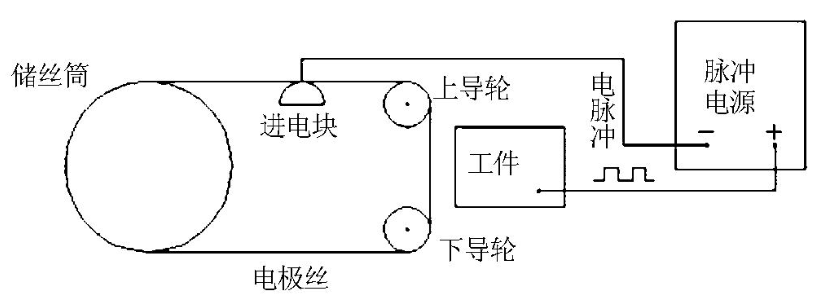
1 电火花线切割加工概述
电火花线切割加工的基本原理是利用移动的细金属丝做电极对工件进行脉冲火花放电、进行切割成型[2]。详细的工作原理:工件作为阳极,金属丝作为阴极,高频率电池放出高频率电流发挥作用在过渡区,过渡区彼此之间有工作液作为绝缘材料微粒,当两极的距离足够小时,两极形成激励同时工作液击穿,形成放电通道,工件局部温度急速上升,从而达到去除材料的目的。如果连续进给的话,就能切出任意形状的工件。但在用线切割机床时,工件难免会发生变形,从而导致一定的重大损失。所以在考虑切出线时,应尽量避免破坏工件或毛坯结构刚性[1]。有时还对材料进行后处理。一般快走丝机床的表面粗糙度值一般为3.5-2.5μm,中速走丝表面粗糙度值一般为1.5-0.6μm,较慢走丝表层粗糙度值一般为0.6-0.2μm。目前电火花线切割技术已经得到普及,国内常用的是快走丝,国外常用的是慢走丝。然而,随着科学技术的进步,工业技术人员对往复式线切割机(俗称“中丝机”)进行了创新。此机械设备只是通过转换器可调丝筒速度,提高多次切出机能和应用于某些自主性研制的关键技术特性,在加工质量上有一些提升[2]。并且向微细加工领域延伸扩展,以适应时代需要。
2 快速成型加工概述
快速成型新技术是20世纪80年代末问世的一种基于材料堆积法的高性能制做新技术。是一种新兴技术。它集机械工程、CAD、逆向工程技术、分层制造技术等多项新技术与自然科学合而为一[3]。快速成型是将您在三维软件中设计的三维模型导入到快速成型设备中。这个设备就像印刷电子材料。将虚拟的三维模型转化为实体模型, 采用熔融沉积快速成型原理。高温喷嘴在计算机系统的操控下,根据横截面线条数据沿X-Y平面运动,在列印完一层以后,沿Z路径运动至一定间距,再次打印新的一层,每层积累,得到所需的3D打印零件。根据传动方式可分为带传动、带传动螺杆传动和螺杆传动三种。常用的传动机构是采用带传动螺杆传动,X-Y方向通过带传动控制喷头的运行轨迹,Z方向使用丝杆传动[8],来控制每层的厚度。为了能够顺利成型, 应当把成型室的温度设定为比挤出丝的临界温度低1~2 ℃[4]。光滑成型的精度一般都是在0.1mm左右。一般打印出的模型的表面质量在0.8μm左右。目前快速成型技术在3D制造的用途已经十分广泛,但是由于科技的发展,人们又发现了一种4D打印技术,4D打印技术是在3D打印的基础上引入时间维度,在一定外界激发的作用下,4D打印机诱发作出反应材质的外形、结构和功能能够随着时间的推移而不断变化[5]。由于4D打印技术的发现,使得快速成型在未来又将会迎来一场技术的飞跃,快速成型技术将会大有可为。
3 电火花线切割技术和快速成型技术的比较
电火花线切割技术和快速成型技术的共同之处都是从属于特种加工的范畴之内的,适用的材料也有交集,但它们也存在差异,从而指引我们并能准确的认识并了解这两种加工方式。
3.1 原理上的差异
电火花线切割加工是加工原材料,而快速成型是加工添加材料。线切割需要线切割成型,而快速成型是以成型的形式堆叠材料。电火花线切割利用的是脉冲电压进行介质的击穿而使工件温度局部升高达到材料去除,而快速成型是通过将融化材料进行堆叠,不需要在脉冲电压上进行限制。
3.2 加工设备的差异
电火花线切割的设备是数控线切割机床,而快速成型技术所用的设备是3D打印机。电火花线切割机床采用数控编程和代码形式输入,而快速成型的3D 打印机通过计算机建立的虚拟3D模型导入打印机,让打印机识别自动操作。电火花线切割的的数控切割机床加工轨迹在两个坐标轴构成的平面上运动形式,而快速成型的3D打印机的轨迹运动采用的是两个坐标轴构成的平面和另一个坐标轴的直线运动形式。电火花线切割机床是用金属丝,而快速成型是用设备的喷头喷出材料。电火花线切割设备相对要比快速成型设备价钱便宜一些。
3.3 工艺特点及适用范围的差异
3.3.1 工艺设计
电火花线切割工艺是排在工艺路线最后的,而快速成型技术的工艺设计是在计算机中的模型进行原样打印出来。电火花线切割是要建立在操作人员在充分分析零件之后才能进行操作设备,具有不可修改性,而快速成型是在计算机中构造零件,运用软件充分分析之后进行操作设备,如果出现问题能够及时修正,具有可修改性。电火花线切割所加工的工件有的需要在热处理工艺后切割零件,而快速成型不需要热处理可以直接成型零件。电火花线切割的前期工艺安排需要的时间长操作时间短,而快速成型节省了工艺安排时间,但是操作时间要比电火花线切割的时间稍长。电火花线切割能够在一定程度保证零件刚度,而快速成型需要在参数配置上的协调才能保证零件刚度[6]。电火花线切割在加工时需要装夹工件,而快速成型需要在成型零件之前搭建框架,要考虑工件的摆放位置。
3.3.2 表面粗糙度
影响电火花线切割的加工精度主要是单个脉冲的放电能量,而快速成型的加工精度主要取决成型厚度。电火花线切割的表面粗糙度与峰值电流成反比,而快速成型的表层粗糙度与成型厚度成正比例关系。电火花线切割的表面粗糙度也与走丝速度有关,精度最高能达到0.2μm,而快速成型的零部件表层粗糙度可以达致0.8μm。电火花线切割表面粗糙度的形成机理是击穿电流的烧灼,而快速成型表面粗糙度的形成机理是材料的堆叠形成的。
3.3.3 加工材料
电火花线切割可以加工任何导电材料制品,而快速成型利用材料粉末进行成型。电火花线切割可以利用辅助电极法进行绝缘材料加工,而快速成型没有对材料导电性做限制。电火花线切割能够加工较为复杂的零件,而快速成型可以制做随意繁复轮廓的三维实体。电火花线切割可以加工一些微细的零件,而快速成型以现在的技术还难以达到。
3.4 发展前景不同
电火花线切割在走丝速度上会有进一步发展,而快速成型要在空间方式上做出突破。电火花线切割加大多次切割次数,快速成型要提高快速成型制造精度。
相关知识推荐:机械类核心期刊求推荐
电火花线切割向新型走丝系统发展,快速成型向研发经济型快速成型控制系统牵动操作软件的技术开发。线切割向微细加工发展,快速成型向快速模具制造发展。电火花线切割系统将会自动化、智能化,快速成型向性能良好的材料发展进步。会自动化、智能化,快速成型向性能良好的材料发展进步。
4 结束语
在本文中重点介绍了电火花线切割技术和快速成型技术,并将它们的异同详细指出,通过分析对比,了解了当代的特种加工技术,了解了国内外的发展现状和技术趋势,拓宽了知识面,从而构建了多学科交叉的理论体系,进而对我们以后搞学术研究打下了坚定的理论分析的基石。——论文作者:祖新鹏 ,郭天源 ,谢李傲 ,李冬 ,王子霄 通讯作者:崔有正
