
 >
>超高压杀菌处理冷破碎猕猴桃果浆的条件优化及其贮藏期杀菌效果
时间:
摘要:【目的】研究‘海沃德’猕猴桃冷破碎果浆的超高压杀菌最优条件及超高压处理后果浆贮藏过程中的杀菌效果,为猕猴桃的非热加工及产品开发提供参考。【方法】采用冷破碎技术设备获得猕猴桃纯果肉果浆,以菌落总数、VC、褐变度等为评价指标,利用响应面分析建立模型,得到超高压杀菌最优工艺条件;利用微生物学方法,研究超高压处理的果浆在 4℃、-20℃下贮藏期菌落总数、霉菌酵母和大肠杆菌的变化。【结果】通过单因素试验和 Box-Behnken 模型响应曲面分析获得超高压杀菌的最佳条件为压力 497 MPa,温度 27℃,保压时间 24 min;在此条件下超高压处理对果浆的菌落总数、大肠杆菌、霉菌酵母杀菌率分别达到 73.18%、97.46%、100.00%。超高压杀菌的冷破碎果浆于 4℃、-20℃下贮藏 6 周、14 周,在符合标准范围内菌落总数的增量较大,与贮藏第 1 天相比分别达到 97.19%、85.98%,但菌落总数增长速度不大;而果浆中的霉菌酵母、大肠杆菌的增量相对较少,且增殖也较慢;果浆中的霉菌酵母、大肠杆菌仅分别为 1.36、0.67 和 0.32、0.35 lg(CFU/mL)。【结论】超高压处理作为一种非热杀菌方式对热敏性的猕猴桃果浆有较好的杀菌效果。冷破碎果浆作为猕猴桃加工的中间原料在超高压处理后于-20℃下贮藏 14 周依然符合商业无菌要求,因此低温贮藏与超高压杀菌结合有利于冷破碎果浆的贮藏和进一步加工利用。
关键词:猕猴桃;果浆;超高压杀菌;响应曲面法;贮藏
0 引言
【研究意义】猕猴桃(Actinidia chinensis)又名阳(羊)桃、藤梨,因其果实 Vc 含量丰富而被人们所熟知[1]。中国是猕猴桃的起源中心,资源丰富。猕猴桃不仅 Vc 含量很高,而且钾、钙、硒等微量元素也丰富;猕猴桃不仅可以预防癌症、抗氧化、抗衰老,还能增强人体免疫力,预防失眠,对于脂肪细胞的分化也能起到一定的调节作用[2-3]。陕西省猕猴桃资源非常丰富,种植面积和产量均居全国第一;但猕猴桃果实系呼吸跃变型,极易霉烂变质[4],鲜贮难度大且损失率高,必须对其进行加工处理。可国内猕猴桃的深加工及综合利用普遍存在产品单一、技术水平含金量不够、副产物浪费大、生产成本高等问题[5],严重影响和制约了产业的发展。当前陕西普遍种植的 ‘海沃德’猕猴桃,其总酸含量高且颜色翠绿,非常适合作为加工品种以利于后续产品的精细开发。而果浆作为水果加工的中间产品,其生产和应用的历史十分悠久,现在果浆作为休闲食品及软饮料的原料也取得了空前的成功,将猕猴桃鲜果及时加工成果浆半成品已经成为了果蔬行业的共识[6]。但目前大多数猕猴桃加工中的杀菌方式以热处理居多,热杀菌虽然效果好,但是对猕猴桃的营养物质(如 Vc 等)的破坏很大,产品加工品质差,因而对热敏性猕猴桃果浆的非热杀菌及其效果的研究非常必要,对提升猕猴桃产业的加工技术水平有重要意义。【前人研究进展】国内外对冷破碎猕猴桃果浆的研究很少,李涵等[7]探讨了冷破碎工艺制取猕猴桃果浆的优势。前人对利用果浆制备产品的研究较多,如 YONG 等[8]探讨了不同处理方法对‘海沃德’猕猴桃“Smoothie”类型饮料营养品质指标、抗氧化能力的影响。而超高压技术已经广泛应用于果蔬产品加工中,如 BUTZ 等[9]证明了超高压处理可以最大程度保持鲜果的有益成分,又能杀灭病原菌和霉菌酵母。FERNANDEZ-SESTELO 等[10]探讨了高压处理猕猴桃果浆后冷藏 2 个月的总体质量特性,发现高压加冷藏可以延长猕猴桃果浆的保质期,同时可保持其整体品质。目前,国内外应用超高压杀菌处理果汁相对较多。JAYATHUNGE 等[11]将经超高压处理的番茄汁在较高的温度下进行贮藏,并且对其微生物、色泽、抗氧化性等指标的变化进行了研究。【本研究切入点】文献报道的超高压杀菌研究大部分是针对猕猴桃果汁所进行的,研究猕猴桃果浆超高压杀菌效果的较少,且对于超高压处理冷破碎猕猴桃果浆的工艺条件及其贮藏中杀菌效果的研究几乎空白。【拟解决的关键问题】本研究以果浆的褐变度、Vc 含量、菌落总数 3 个指标进行加权作为综合评价指标,利用 Box-Behnken 模型对‘海沃德’猕猴桃冷破碎果浆超高压杀菌的主要参数进行优化,筛选出最佳杀菌条件,为实际生产中运用超高压工艺对热敏性的果浆进行杀菌提供试验数据和技术指导;并在 4℃和-20℃ 下贮藏经超高压处理后的猕猴桃冷破碎果浆,研究果浆微生物变化,分析超高压的杀菌效果,为猕猴桃果浆的进一步深加工利用和超高压的生产应用提供理论依据。
1 材料与方法
1.1 试验材料
‘海沃德’猕猴桃于 2016 年 8—9 月采自陕西省周至猕猴桃创新实验园,于 1—3℃冷藏库保存;选择硬度为 1.85—2.00 kg·cm-2 的猕猴桃果实,利用冷破碎专利技术设备[12]得到猕猴桃冷破碎纯果肉果浆。
平板计数琼脂培养基、马铃薯葡萄糖琼脂培养基、Baird-Parker 琼脂培养基、卵黄亚碲酸钾增菌剂、结晶紫中性红胆盐琼脂、沙门氏菌显色培养基,北京奥博星生物科技有限公司,生化试剂。其他化学试剂均为分析纯。
1.2 设备与仪器
HPP600MPa-20L 超高压处理装置(包头科发高压科技有限责任公司);DH-001 型冷破碎设备(西安鼎合机械制造公司);722 型可见分光光度计(上海市光谱仪器有限公司);3k30 超高速低温离心机(美国 Sigma 公司);SHZ-82 水浴振荡器(金坛富华仪器有限公司);LDZX-50KBS 立式压力蒸汽灭菌器(上海申安医疗器械厂)。
1.3 试验方法
1.3.1 工艺流程 选择八分成熟的猕猴桃果实,剔除病虫果和腐败果,先水洗去泥沙、污物,再用流水冲洗,沥干备用。然后将整果投入冷破碎专利设备中,按照设备说明书调整运行参数使果肉与果皮果籽分离,得到猕猴桃果肉果浆。包装后使用超高压设备,设置一定的压力、温度和时间对猕猴桃果浆进行灭菌,经超高压灭菌的果浆分别在 4℃、-20℃贮藏 6 周和 14 周,对两种贮藏条件下果浆的综合指标进行分析测定。
1.3.2 超高压杀菌试验评价指标的建立 为使果浆在达到国家卫生标准的同时,保证杀菌对其营养指标、外观指标的影响最小,根据 GB/T 31121—2014[13]和 GB17325—2015[14]自行制定综合指标评价超高压杀菌的猕猴桃果浆的品质。根据国标的要求,首先要达到卫生标准,其次是品质和外观的要求。因此结合企业生产过程中的需要[15],选择了猕猴桃果浆中含量较高的 Vc、影响果浆外观的褐变度[16]及菌落总数等进行加权(菌落总数所占权重为 70%,营养指标 Vc 和外观指标褐变度所占权重均为 15%)作为评价超高压杀菌猕猴桃果浆的综合指标计算得分,具体评分情况如表 1。
1.3.3 超高压杀菌单因素试验 影响超高压杀菌效果的主要参数是压力、保压时间、温度。因此本试验通过改变压力(200、300、400、500 和 600 MPa),保压时间(10、15、20、25 和 30 min),温度(23、 25、27、29 和 31℃)来探究各因素对超高压杀菌后猕猴桃果浆综合指标的影响。
1.3.4 响应面优化超高压杀菌试验条件 在单因素试验结果的基础上,采用 Box-Behnken 模型,以压力 A、温度 B 和保压时间 C 为自变量(分别以-1、0、+1 分别代表自变量的低、中、高三个水平,即压力 400、 500、600 MPa,温度 25、27、29℃,保压时间 20、 25、30 min),以综合评价得分 Y 为响应值,进行超高压杀菌条件的优化。
1.3.5 超高压杀菌果浆指标的分析
(1)菌落总数的测定 采用 GB 4789.2—2010[17] 进行检测,参考 GB 7101—2015[18]和 GB17325— 2015[14],综合制定果浆的菌落总数标准:菌落总数≤2 lg cfu/mL。
(2)褐变度的测定 参考文献[15]进行分析。
(3)Vc 的测定 参照国标[19]测定,根据式(Ⅰ)计算样品中 Vc 的含量。(Ⅰ)式中:V—滴定样液时消耗染液的体积(mL);V0—滴定空白时消耗染液的体积(mL);T—2,6-二氯靛酚溶液滴定度(mg·mL-1); A—稀释倍数;W—样品重量(g)。
1.3.6 果浆贮藏期主要微生物指标的检测 根据GB 7101—2015[18]和 GB 17325—2015[14]选定菌落总数≤2 lg cfu/mL、霉菌酵母≤2 lg cfu/mL、大肠杆菌≤1 lg cfu/mL、金黄色葡萄球菌与沙门氏菌不得检出,作为果浆微生物指标合格的标准。(1)菌落总数的测定:同 1.3.5(1)。(2)霉菌酵母的测定:根据 GB 478915—2010[20]检测。(3)大肠杆菌的测定:根据 GB 4789.38 —2012[21]第二法测定。(4)金黄色葡萄球菌的测定:根据 GB 478910—2010[22]第二法测定。(5)沙门氏菌的测定:根据 GB 47894—2010[23]进行测定。
1.4 数据统计分析方法
每个试验均重复 3 次,结果以均值±标准差表示;采用DPS软件及Design-Expert10.0软件处理试验数据。
2 结果
2.1 超高压杀菌冷破碎猕猴桃果浆的单因素试验结果
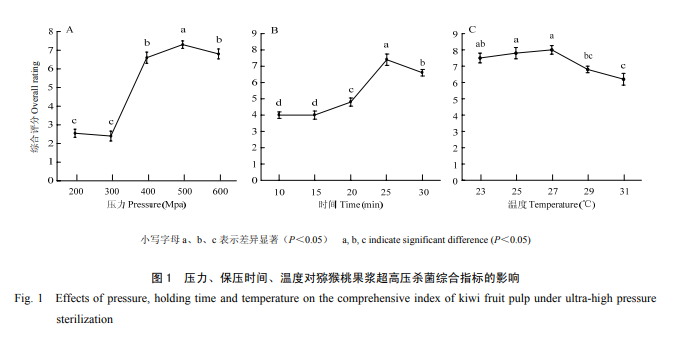
2.1.1 压力对超高压杀菌冷破碎果浆综合指标的影响 温度 25℃、保压时间 20 min,不同压力杀菌对果浆综合指标的影响如图 1-A 所示。果浆的综合指标的数值随着压力的增大呈现先降低再升高,最后下降的趋势。压力为 200 和 300 Mpa 时,菌落总数指标均超过了国家卫生标准,且菌落总数变化不大,所以这两个点的综合评分与 400、500 和 600 Mpa 有较大差距。压力的大小与菌落总数的对数值成反比关系[24]。试验发现果浆中 Vc 的含量随压力的升高,略有下降,尤其是当压力大于 500 Mpa 后,Vc 下降显著,但褐变度几乎无变化。Vc 含量的减少有研究报道是因为在超高压处理时,将外界的氧气压入了食品体系中,使食品体系的活性氧增加,同时加速了其与 Vc 的氧化[25]。Vc 的变化趋势与许秀举等[26]的研究结果基本一致。因此,压力从 200 Mpa 升高到 300 Mpa 时,综合评分呈现下降趋势的主要原因是 Vc 含量的下降。综合考虑对果浆 Vc、褐变度、菌落总数的影响,选择压力 500 Mpa 为宜。
2.1.2 保压时间对超高压杀菌冷破碎果浆综合指标的影响 温度 25℃、压力 500 Mpa 时不同保压时间杀菌对果浆综合指标的影响如图 1-B。超高压杀菌果浆综合评分数值随保压时间的增长先升高后下降,当保压时间为 25 min 时,综合评分达到最高值。试验发现,菌落总数随着时间的增长不断减少,但在保压 25 min 以后,菌落总数基本维持不变,当保压时间达到 20 min 时,果浆的卫生指标即可达到国家标准。褐变度在此过程中基本没有变化,Vc 含量的变化情况类似于压力对其的影响。果浆的 VC 和色泽随着时间延长劣变,综合考虑对这 3 个方面的影响,选择保压时间为 25 min。
相关知识推荐:农业科学杂志哪个比较好
2.1.3 温度对超高压杀菌冷破碎果浆综合指标的影响 保压时间 25 min、压力 500 Mpa 时,不同温度条件下杀菌对果浆综合指标的影响如图 1-C 所示。因为猕猴桃是热敏性的水果,所以高压杀菌时选择较低温度进行试验;又要保证非热杀菌,因此结合实际情况,选择超高压杀菌温度为 23—31℃。由图 1-C 可知,随着温度的提高,综合评分先缓慢升高后呈现下降趋势,菌落总数随温度升高,先略有下降后上升,当温度为 31℃时,菌落总数达最高值 1.2 lg cfu/mL,这可能是由于‘海沃德’猕猴桃中存在较多嗜温菌,30—40℃ 最适宜其生长。Vc 含量随着温度的上升而降低,这是因为温度的提高使部分 Vc 分解。褐变度随温度的升高而变大,这是由于低温可以降低有关酚类物质的氧化速度[27]。综合选择超高压杀菌温度 27℃。
2.2 响应面优化冷破碎猕猴桃果浆的超高压杀菌条件
响应面优化超高压杀菌条件试验结果见表 2。利用 Design-Expert10.0 软件对表 2 所得的试验数据进行回归分析,得到的二次多元回归模型:Y=9.47-0.19A0.038B+0.16C+7.500E-003AB+0.34AC+0.078BC-1.75A2 -0.74B2 -0.35C2 (Y-综合评分,A-压力,B-温度,C-保压时间)。对所得模型进行方差分析结果如表 2 所示,可知回归模型具有极度显著性(P<0.0001),R2 和 RAdj2分为 0.9878 和 0.9720,表明方程对试验的拟合度比较好,Rpred2为 0.8450,说明该模型预测良好。失拟项具有不显著性(P=0.0921>0.05),说明回归方程与实际结果拟合效果很好,可用来推测试验结果。该模型还反映出因素 A、C 对 Y 影响显著,AC、C2对 Y 的影响高度显著,A2 、B2对 Y 的影响为极度显著,B、 AB、BC 对 Y 的影响不显著。由 P 值可知各因素影响综合评分的顺序为:压力>保压时间>温度。而各因素之间的交互作用见响应曲面图(图 2),由图可知,压力与温度以及温度与保压时间的交互作用不显著,压力与保压时间交互作用显著,这与方差分析结果一致。
2.3 工艺优化与验证试验
通过 Design-Expert10.0 软件得到果浆超高压杀菌的最佳条件为:压力 496.67 Mpa,温度 26.80℃,保压时间 23.74 min,综合评分的理论预测值为 9.461,结合实际生产修正参数为:压力 497 Mpa,温度 27℃,保压时间 24 min,进行 3 组验证试验,综合评分为 9.532±0.15,与模型预测值误差为 0.72%,说明该模型的预测性较好,优化的杀菌工艺可靠。
2.4 超高压处理的猕猴桃冷破碎果浆在贮藏期内微生物指标的变化
在 4℃、-20℃下贮藏经超高压杀菌处理的猕猴桃果浆,其微生物指标的变化如图 3 所示。由图 3 可知,与对照相比,超高压杀菌对猕猴桃果浆菌落总数的杀菌率为 73.18%,但在 4℃、-20℃贮藏 6 周、14 周果浆菌落总数变化显著,增长了 97.19%、85.98%;超高压杀菌果浆贮藏 6 周(4℃)、14 周(-20℃)菌落总数分别为 2.11 lg(CFU/mL)和 1.99 lg(CFU/mL)。超高 压对霉菌酵母的杀菌率达到 100%,且在 3 周内未检测出霉菌酵母,4℃、-20℃贮藏 6 周、14 周仅为 1.36 lg (CFU/mL)、0.67 lg(CFU/mL);超高压对大肠杆菌的杀菌率达到 97.46%;果浆在 4℃、﹣20℃下贮藏 6 周和 14 周的大肠杆菌数的增殖也未超出标准。冷破碎果浆在整个贮藏期内均未检测出金黄色葡萄球菌与沙门氏菌,说明原料不存在这两种致病菌。
3 讨论
3.1 猕猴桃冷破碎果浆的超高压杀菌条件
超高压技术在猕猴桃加工中的应用目前主要是针对猕猴桃果汁(30℃,400 Mpa,15 min)[28]、果肉饮料(400—500 Mpa,10 min)[29]等进行杀菌处理,在猕猴桃果浆中尚无应用。猕猴桃果汁是以猕猴桃果为原料,利用机械等物理方法制成的可发酵但未发酵的汁液制品;或在浓缩果汁中加入其加工过程中除去的等量水分复原制成的汁液制品。猕猴桃果浆是以猕猴桃果为原料,利用物理方法制得的可发酵但未发酵的浆液制品;或在浓缩果汁中加入其加工过程中除去的等量水分复原制成的浆液制品。其果肉饮料是用果浆和水为原料,加糖、酸味剂等加工制成的制品[13]。本研究确定的超高压杀菌处理猕猴桃冷破碎果浆的工艺参数(497 Mpa,27℃,24 min),与猕猴桃其他产品的超高压杀菌条件研究结果不太一致,综合比较前人的研究,说明不同状态的产品由于水分活度的不同[15],杀菌条件具有一定差异。
3.2 超高压杀菌对猕猴桃冷破碎果浆的杀菌效果
超高压杀菌主要是通过影响细菌细胞膜的流动性和渗透性破坏大多数细菌的细胞膜,从而改变细胞膜的部分功能,最终导致细胞死亡[30]。尽管超高压杀菌果浆中微生物满足商业无菌[31]要求,可是相比于传统热杀菌处理(90℃、30 s)[32],其杀菌效果对霉菌酵母比较理想,但对菌落总数、大肠杆菌的杀灭率未能达到 100%。原因在于霉菌酵母的耐压性比细菌(革兰氏阴性菌)的耐压性低,革兰氏阴性菌耐压性又比革兰氏阳性菌低。芽孢(内生孢子)对物理处理(热、UV 辐照、干燥、放射等)和化学处理具有非常高抵抗性的休眠形式,在生理和形态上均与营养细胞不同[33]。而且,芽孢比较耐压,尤其是革兰氏阳性菌中的芽孢杆菌属和梭状芽孢杆菌属的芽孢最为耐压。加热和加压结合是杀死孢子的一种有效方法,加热可以降低超高压处理的压力或缩短处理时间。高压下,芽孢被完全钝化需要在 75℃、827 MPa 下处理 30 min[34]。研究还发现微生物的耐压性还与食品的组成有关。细菌在蛋白质和盐分浓度高时,其耐压性就高,并随营养成分的丰富耐压性有增高的趋势, 因此,超高压对不同细菌的致死作用效果不同。由于超高压是一种将微生物杀死和抑制活性共同存在的杀菌方式,所以有些耐压菌会经过自我修复后,重新恢复生长繁殖能力[35],因而超高压这种杀菌方式有其局限性。本研究显示,超高压虽然对于霉菌酵母杀灭率达到 100%,但是超高压未使其孢子受到严重损伤,经过一段时间恢复,霉菌酵母的增殖还大于大肠杆菌,因此,超高压杀菌对果浆大肠杆菌孢子的致死效果相对比较好。以后还需要针对不同原料进行深入研究,探讨超高压对各种微生物菌群的致死效果,并结合其他技术[28]以充分发挥非热杀菌的优势和应用潜力。
4 结论
利用超高压技术在试验确定的最佳工艺条件(497 Mpa、27℃、24 min)下杀菌处理‘海沃德’ 猕猴桃冷破碎果浆,杀菌效果比较显著,对菌落总数、大肠杆菌、霉菌酵母的杀灭有效率分别达到 73.18%、97.46%、100%;超高压与低温贮藏结合对热敏性物料猕猴桃果浆保存效果良好,但随着贮藏时间的延长,超高压杀菌的猕猴桃冷破碎果浆,其菌落总数增殖较快,大肠杆菌、霉菌酵母也有一定比例的增殖,说明单独使用超高压处理猕猴桃冷破碎果浆不能完全杀死微生物孢子,还需要与其他方法协同来发挥超高压非热杀菌的优势。低温贮藏与超高压杀菌结合有利于冷破碎果浆的贮藏和进一步加工利用。——论文作者:杨天歌,邓红,李涵,孟永宏,雷佳蕾,马婧,郭玉蓉
References
[1] 赵金梅, 高贵田, 薛敏, 耿鹏飞, 孙翔宇, 谷留杰, 雷玉山. 不同品种猕猴桃果实的品质及抗氧化活性. 食品科学, 2014, 35(9): 118-122. ZHAO J M, GAO G T, XUE M, GENG P F, SUN X Y, GU L J, LEI Y S. Fruit quality and antioxidant activity of different kiwifruit varieties. Food Science, 2014, 35(9): 118-122. (in Chinese)
[2] 黄诚, 周长春, 李伟. 猕猴桃的营养保健功能与开发利用研究. 食品科技, 2007, 32(4): 51-55. HUANG C, ZHOU C C, LI W. Nutrition and health care function of kiwi fruit and its processing technique. Food Science and Technology, 2007, 32(4): 51-55. (in Chinese)
[3] NØDTVEDT Ø O, HANSEN A L, BJORVATN B, PALLESEN S. The effects of kiwi fruit consumption in students with chronic insomnia symptoms: A randomized controlled trial. Sleep and Biological Rhythms, 2017, 15(2): 159-166.
[4] 段爱莉, 雷玉山, 孙翔宇, 高贵田, 赵金梅, 谷留杰. 猕猴桃果实贮藏期主要真菌病害的 rDNA-ITS 鉴定及序列分析. 中国农业科学, 2013, 46(4): 810-818. DUAN A L, LEI Y S, SUN X Y, GAO G T, ZHAO J M, GU L J. Molecular identification and rDNA-ITS sequence analysis of fungal pathogens in kiwifruit during storage. Scientia Agricultura Sinica, 2013, 46(4): 810-818. (in Chinese)
[5] 朱春华, 龚琪, 李进学, 张永祥, 岳建强, 高俊燕. 猕猴桃果实加工综合利用研究进展. 保鲜与加工, 2013, 13(1): 57-62. ZHU C H, GONG Q, LI J X, ZHANG Y X, YUE J Q, GAO J Y. Research progresses of the comprehensive processing and utilization of kiwifruit. Storage and Process, 2013, 13(1): 57-62. (in Chinese)
[6] 张美芳, 何玲, 张美丽, 郭宇欢. 猕猴桃鲜果贮藏保鲜研究进展. 食品科学, 2014, 35(11): 343-347. ZHANG M F, HE L, ZHANG M L, GUO Y H. Advances in preservation methods for kiwifruit. Food Science, 2014, 35(11): 343-347. (in Chinese)
[7] 李涵, 杨天歌, 向珈慧, 邓红, 孟永宏, 郭玉蓉. 猕猴桃冷破碎工艺对猕猴桃果浆品质的影响. 食品工业科技, 2017, 38(4): 259-262. LI H, YANG T G, XIANG J H, DENG H, MENG Y H, GUO Y R. Effects of cold crushing process on the fruit pulp quality of kiwi fruit. Science and Technology of Food Industry, 2017, 38(4): 259-262. (in Chinese)
